
SCADA* System
* The abbreviation for Supervisory Control And Data Acquisition
Main Features
- Supervisory Control And Data Acquisition
- Control
- Data acquisition
The current status of the line is displayed, and a warning is issued when any condition becomes abnormal.
The setting values and warning conditions for each control device can be changed from a computer to maintain appropriate production.
The necessary data (temperature, pressure, flow rate, etc.) can be recorded.
Product Specifications
[System Control]
Ascertaining the Production Progress Status
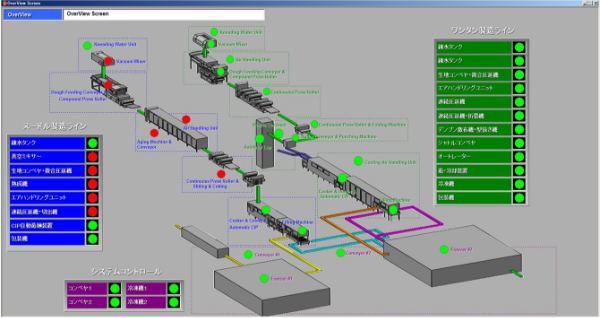
- Implements synchronized control of multiple lines.
- Implements schedule control for production performance / production times.
Ascertains the status of progress of each piece of equipment in multiple lines at any time. - Gives instructions on how to recover when abnormalities occur, and to reduce production losses.
[System Control]
Managing the Schedule (Production Capacity/Time)

- Input the target number of portions to be produced, number of mixing batches, etc.
→ Automatic scheduling and the production processes for one day are displayed. - If multiple lines are being operated, the operation start time for each piece of equipment in the lines is indicated.
→ Losses can be reduced through synchronized timing lags.
[Monitoring]
Ascertaining the Operation Status of each piece of equipment
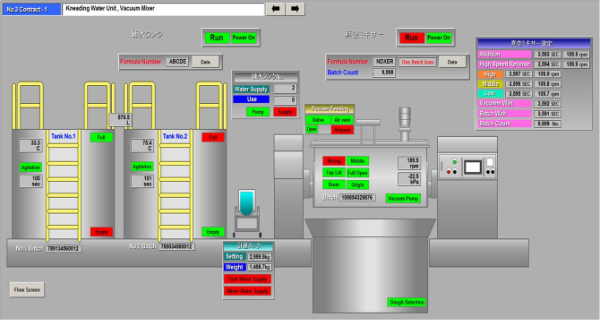
- The operation status (motor speeds, time, temperatures, and errors that stop the equipment) is displayed for each piece of equipment.
- Production management information such as batch numbers is displayed.