List of Sodick User Report articles

Interview【Sodick User Report】 Hakusan City, Ishikawa
FUJIKOHGYO Co., LTD.
V-LINE® Vertical Injection Molding Machine
Realization of a Zero Defect Production System

Strong automotive electronic components manufacturing
Insert molding technology that has become the company's specialty
FUJIKOHGYO Co., LTD. (Hakusan City, Ishikawa Prefecture) is enjoying a steady influx of electronic parts orders thanks to its smooth manufacturing process. While it also manufactures items such as single pressed parts and general molded resin products, the company specializes in insert molded products made by combining in-house precision pressed products and thermoplastic resins. High-performance switches, sensors, connector terminals and other automotive electronic components are particularly popular with customers owing to their QCD (Quality, Cost, and Delivery) attributes.
While the company's insert molding technology has grown to the point where it can be called a "specialty," we must not forget the injection molding machines that support this technology. In particular, dramatic developments in machining technology since the introduction of V-LINE® injection molding machines made by Sodick in the 2000s have been contributing to improved performance. To meet the growing need for complex shapes and difficult-to-process materials, the company will continue to refine its technology to provide customers with safety and security.
 |
 |
| V-LINE® Vertical Rotary Injection Molding Machine TR75VRE、TR40VRE |
V-LINE® Vertical Single-acting Injection Molding Machine TR40EHV |
|---|
In-house integrated production system for press, resin molding, and assembly established
FUJIKOHGYO was established in 1939 as a precision metal press processing maker in Shin-mikawashima, Tokyo. After the war, the company moved to Ishikawa Prefecture in 1951 and began producing parts for major electronic parts manufacturers. The company also worked on products such as camera parts and hinges for mobile phones to meet the needs of the times with the focus on light electrical devices including, radios, televisions, AVs, and magnetic tapes.
A turning point came in 1990. "A customer said, 'Do you want to increase machining elements?'", recollects President Kiyoshi Koshimura, as major customers' businesses shifted from light electrical devices to automobiles. Up to that time, the company had specialized in drawing using press machines, but was encouraged to introduce plastic molding and assembly processing elements in addition to its press processing elements.
When it comes to parts processing, the conditions for light electrical devices and automobiles are very different. While automobile parts are not required to have engineering tolerance levels that are as strict as light electrical devices (which have the potential to be life-threatening), automobile parts must never be allowed to fail, nor can production be stopped mid-stream. Moreover, I was worried that we had no experience in resin molding.
After careful consideration, however, he decided to establish closer relationships with clients. The company built an in-house integrated production system consisting of presses, resin molding and assembly. "While it may be a different matter for a company with sales upwards of ten billion yen, I think it is very unusual for a company with sales around 2 billion yen, like ours, to have three machining elements." (President Koshimura).

 In recent years, Sodick has greatly increased its share of vertical injection molding machines for inserts
In recent years, Sodick has greatly increased its share of vertical injection molding machines for inserts
Kenji Sakai,
Plant Manager and
General Manager of Metal
Manufacturing Department
While we encountered difficulties at first, this helped us build our strengths, with one being insert molding technology. "Even plastic molding specialists can purchase terminals from outside entities, but they cannot see changes. In this regard, our company's in-house press and resin molding processes make it easy for us to see and respond to changes should something happen," says Kenji Sakai, plant manager and general manager of the Metal Manufacturing Division.
Experiencing the benefits of V-LINE®

Shin Hashimoto,
Manager of the Molding and
Manufacturing Department
It was in the 2000s when the company made great strides forward with its molding technology. Specifically, orders for automobile stop lamp switch cases were received and the first Sodick injection molding machine (horizontal type) was introduced in 2002. While it was a prerequisite that all automotive parts must be guaranteed and not even the smallest defect could be permitted, existing injection molding machines could not produce stable part shapes. Meanwhile, "when we had the Sodick factory try making a prototype, there was no variation in terms of shape and weight, for example, so we were able to achieve stable manufacturing," says Shin Hashimoto, manager of the Molding and Manufacturing Department.
The main reason for this was the V-LINE® system of the Sodick injection molding machine. Because conventional injection molding machines use an in-line screw (inline) system in which a screw and an injection cylinder (weighing and filling) are arranged on the same axle, there is inevitably a reverse flow of resin and variation in the amount of filling. The V-LINE® system, on the other hand, has a structure in which the weighing and filling processes are separated, so there is no backflow of resin and the filling amount is stable. After seeing the benefits of the V-LINE® system for ourselves, the company began introducing Sodick injection molding machines.
Currently, 34 injection molding machines are installed in the company's Molding and Manufacturing Department. Twenty of these are vertical injection molding machines for insert molding. There are different types of vertical injection molding machines: the rotary injection molding machine inserts a single metal part and performs insert molding, while the single acting injection molding machine insert-molds a metal part connected in a hoop shape. In recent years, Sodick has greatly increased its share of vertical injection molding machines for inserts.
Realization of a wide range of molding improvements
The good match between the company's technology and Sodick's injection molding machines is clearly illustrated by insert molding. While now used in a wide variety of parts processing, but by far the most common use of Sodick's machines is for the manufacture of automotive parts, which account for 80% of sales. Here are some typical examples.
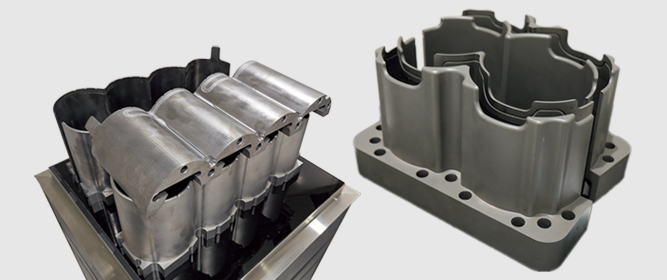
The first example is processing of a connector component for an inter-vehicle distance sensor made of resin featuring both heat resistance and electrical characteristics. At the time of start-up, trial runs were conducted using an in-line injection molding machine, but it was not possible to improve the burned appearance of the product caused by resin gas. "In general, since resin tends to burn easily at fast filling speeds, we tried slowing down the speed, but this created problems such as resin-starved areas, and we could not achieve satisfactory results no matter how many times we tried." (Mr. Hashimoto).
But when trial runs were conducted using Sodick's rotary model "TR100VRE", both weighing and filling were stabilized, and the problem of burning was improved, leading to improved productivity.
The second example is processing of a connector part for an in-vehicle weight sensor. PBT (polybutylene terephthalate) system resin was used as a material. At the beginning, trial runs were conducted using an in-line injection molding machine, but the dimensional warpage failed to stabilize even after flow analysis. The problems was unstable single product weight. But when trial production was carried out with Sodick's "TR100VR" (rotary model), both weighing and filling were stable, thus improving the warpage problem.
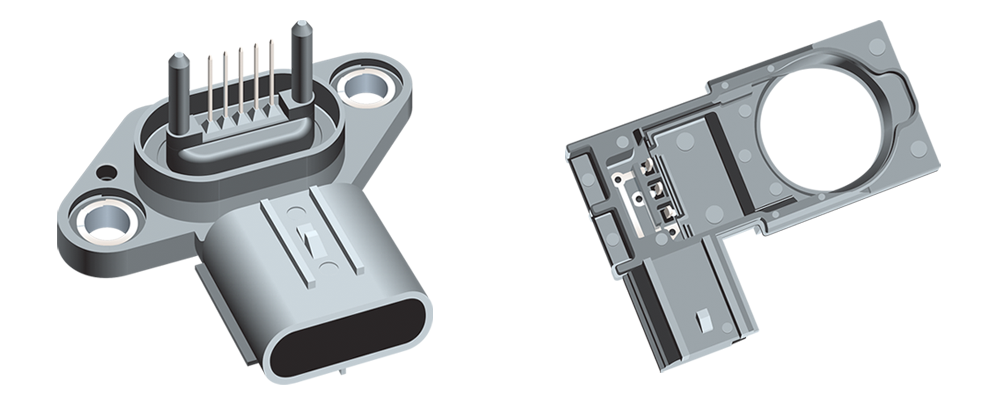
Example of processing of a connector part (left) for an inter-vehicle distance sensor and
a connector part (right) for an in-vehicle weight sensor
Screws and cylinders do not wear
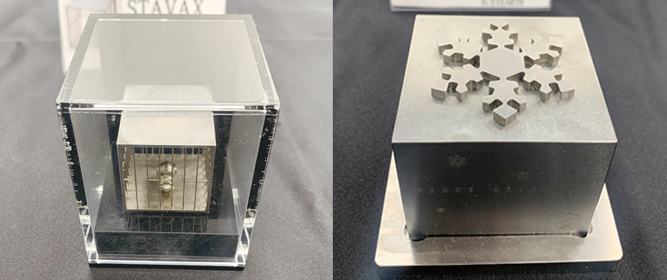
insert molding is also used for the production of non-automotive parts. One example is processing of a module component for a gas sensor made of a polyester resin. At first, a No. 1 mold was used for injection molding using a machine of another company, but there was no improvement to the welding quality requirement (cracking), resulting in poor yield. Another problem was that the screws and cylinders are worn out quickly because of the 40% glass content of the material.
"This meant that we had to change screws and cylinders frequently, and this alone cost millions of yen. Increases in the number of units requested by customers also put us in a situation where we did not know what to do, but we decided that we had no choice but to replace the machine a with Sodick's product, so we introduced the single acting injection molding machine 'TR75EHV' when the mold was replaced." (Mr. Sakai). After the introduction of the Sodick injection molding machine, weld quality improved and defects were eliminated. In addition, the frequency of screw and cylinder replacements has drastically decreased.
"At first, we imagined that the cost of parts replacement for the Sodick injection molding machine would be high because it had two shafts, but, surprisingly, we have not had to replace parts even after ten years of use." (Mr. Hashimoto).
With the in-line method, the screw and injection cylinder move on the same axle resulting in the whole being exposed to considerable pressure. With V-LINE®, on the other hand, rotated substances (plasticization) are only rotated and pressed substances (filling) are only pressed resulting in long service life of both screws and cylinders. It used to be difficult to produce 50,000 pieces per month because of the low yield, but now it is possible to easily produce more than 150,000 pieces per month.
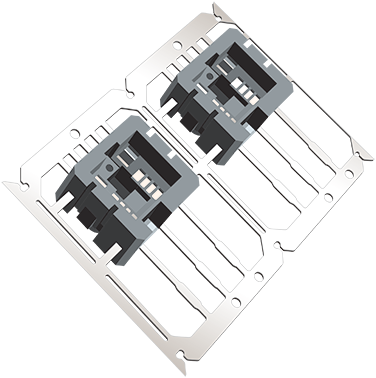
Example of processing of a module part for a gas sensor using polyester resin as material
Continuing to provide safety and security
The key to insert molding is that the resin flows and sets easily, and shots are stable each time, and "Sodick's injection molding machine satisfies these conditions even though it is a high-temperature type," the company commented. While other manufacturers require large-capacity heaters, Sodick's injection molding machines can raise temperatures to as high as 420°C even with standard types, so it can also handle most super engineering plastics.
Meanwhile, to improve the cleanliness of its products, the company is also considering performing molding in clean rooms in the future. Accordingly, manufacturers are required to completely eliminate resin dust and contamination discharged from injection molding machines and to make machines more compact in order to improve usability.
As electric vehicles, self-driving cars and other vehicles become increasingly electronic, demand for automotive sensors, one of the company's specialties, is increasing. At the same time, however, amidst factors such as needs for products with complex shapes and the appearance of new materials one after the other that require light weight and high strength, we certainly cannot afford to sit back on our laurels. "We will continue to strive to respond to the needs of our customers through a thorough understanding of changes in the market environment and issues that confront us," says President Koshimura.

 President and Representative Director
President and Representative Director Kiyoshi Koshimura
FUJIKOHGYO Co., LTD.
- Head Office
- Postal code 924-8522
1-12 Asahigaoka, Hakusan City, Ishikawa Prefecture
TEL:076-275-0211
FAX:076-275-0933 - Representative
- President and Representative Director Kiyoshi Koshimura
- Established
- 1939
- Capital
- 40 million yen
- Number of Employees
- 110
- Sales Volume
- 2 billion yen
- Main Products
- Metal press products:
Automotive connectors, automotive parts, mobile parts, gas equipment parts
Plastic molded products:
Motorcycle parts, automotive parts, consumer parts, camera parts - URL
- http://www.fujikohgyo.co.jp