Core Technology 06 V-LINE®System

Difficulty of plastic molding
In machine tools, parts can be shaved off from the material using a NC program. However, in plastic molding, a series of processes are repeated, including injecting the melted resin into the mold, solidifying it by cooling, and removing the item.
While it was the ideal method for mass production, it was considered difficult to adopt “visualization”. This was because the process included a complex set of conditions of the injection machine and conditions related to the mold, resin, and injection as well as involving the heat exchange method.
Uncertainties in the molding worksite
- The precision of the mold and the precision of the molded plastic products do not necessarily match.
- Molding conditions do not depend only on the molding machine; they change according to the mold, resin, and/or environment.
- The finish of molded products varies on a daily basis.
- Even when the mold gasket is corrected at the time of test injection, the desired results may not be achieved.
- Damage to molds such as broken pins, etc. occurs frequently.
As seen above, there used to be a lot of uncertain factors, and it was even said that one needed experience, good hunches, and courage to perform stable molding.
Sodick’s direction in molding
At the molding worksite, it had been believed and accepted that “injection molding equaled lots of uncertainties”.
Sodick’s injection molding machine development all started from the question, “Are there any problems with the existing technology?”
Even if high precision molds were created using Sodick’s robust electrical discharge machines, Wire-cut EDM, and Machining Center, it was not guaranteed that such systems could produce the best molded products.
Considering the situation, Sodick began development of molding machines in order to help and make commitments to cooperation for our customers. We aimed to reduce any uncertain factor as much as possible by developing and introducing a new product using Sodick’s technology to realize better manufacturing of new products even with only limited experience in molding production.
Exceptional reliability with the ise of V-LINE®System
First, we put our focus on and questioned the inline screw system, which was the standard molding method at that time.
Inline screw type molding machines are equipped with a backflow prevention valve.
In this method, the check ring passively rests there as injection goes in, which means that it keeps on injecting while allowing backflow until the mold gets set.
We thought this was the biggest point that had been causing instability in molding.
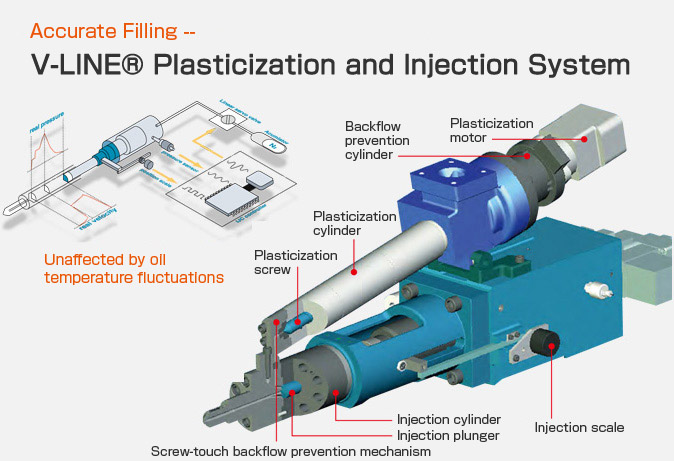
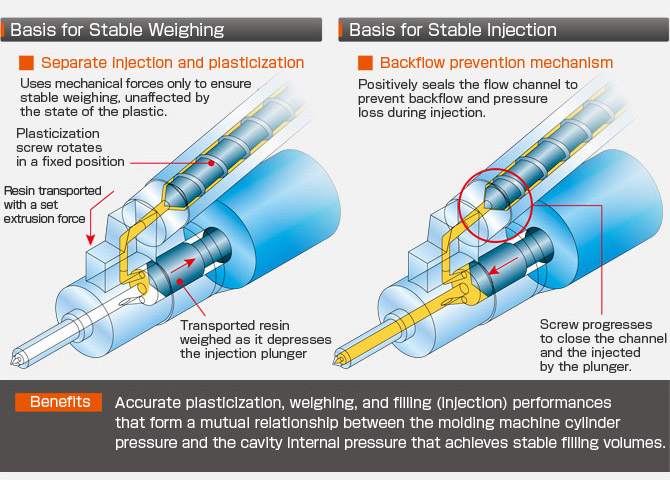
Sodick adopted the V-LINE®System, which separates the processes of plasticization and injection. This system led to the development of the zero backflow system.
With this system, the passage is actively cut off after measuring and injection operation is then performed, so all measured resin gets injected into the mold.
The birth of the V-LINE®System enabled accurate measurement of the injection amount, and control by numerical value became possible for the first time.
V-LINE®System is a registered trademark in Japan of Sodick, Co., Ltd.