株式会社日本精机生产缸体和发动机体等的压铸模具,并注重技术开发,以便利用金属3D打印机进行大型嵌件造型,提高成本竞争力并保证质量。利用去年引入的粉末床式大型金属3D打印机进行多工件同时加工等,以降低成本。分析造型时产生的拉伸残余应力,力求为难以造型的大型工件确立最佳造型条件。






利用大型金属3D打印机
降低造型成本
通过分析残余应力来保证合格品
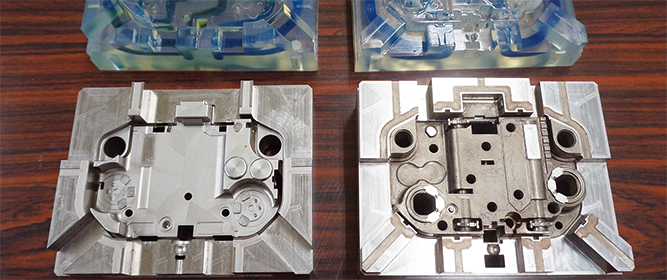
 引入的沙迪克金属3D打印机“LPM450”(照片左侧)
引入的沙迪克金属3D打印机“LPM450”(照片左侧)
株式会社日本精机生产缸体和发动机体等的压铸模具,并注重技术开发,以便利用金属3D打印机进行大型嵌件造型,提高成本竞争力并保证质量。利用去年引入的粉末床式大型金属3D打印机进行多工件同时加工等,以降低成本。分析造型时产生的拉伸残余应力,力求为难以造型的大型工件确立最佳造型条件。
该公司的一家负责制造AM零部件的子公司,于2024年9月引入了沙迪克的大型金属3D打印机“LPM450”。
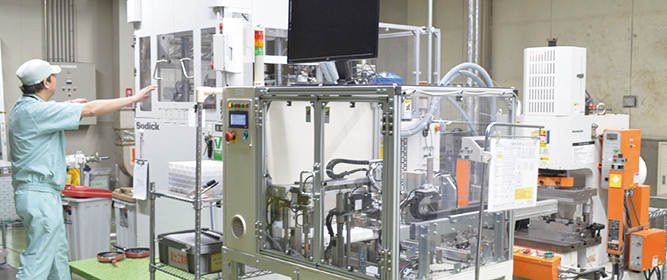
该设备可以进行450mm尺寸的造型,并可选配加装造型监控功能,可以通过摄像头监控每一层的状态,确认是否产生熔池等。
引入的目的在于“支持一体化压铸等大型嵌件造型并降低成本”。常务董事兼COO松原雅人先生表示,“打印机是一种以大兼小的设备,与加工中心(MC)不同。可以通过多工件同时造型来降低成本”。
以加工中心为例,即便大型加工中心也只有一根主轴,因此加工时间也受到主轴运转时间的限制。但是,引入LPM450具备4根激光器(选配件)后,即便是形状各异的工件,也能一次进行多工件同时造型,效率很高。
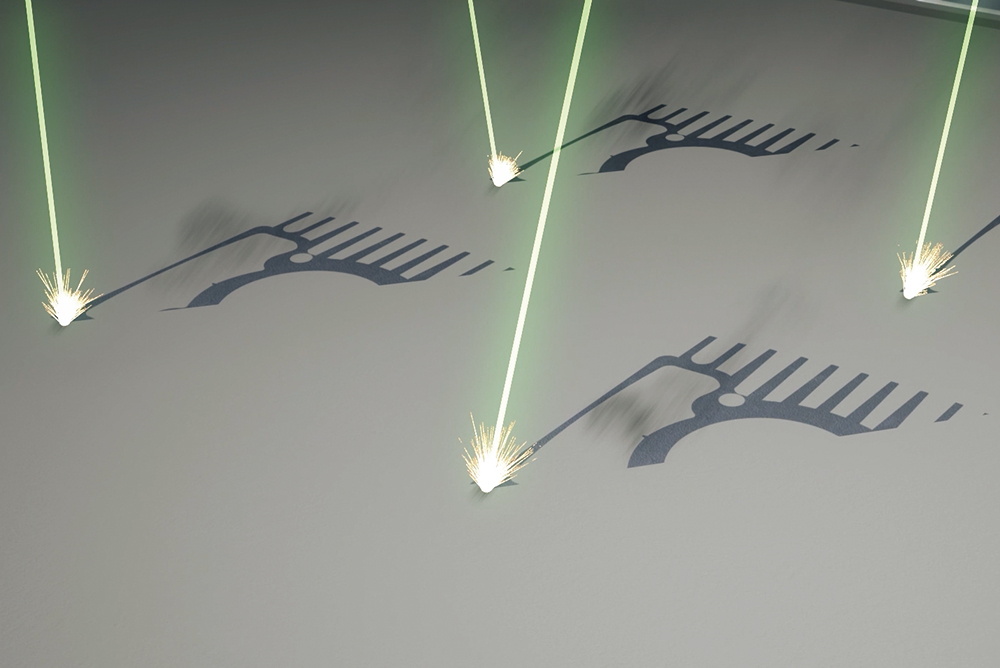 “LPM450”可以搭载4根激光器,满足高速化高效化需求(示意图)
“LPM450”可以搭载4根激光器,满足高速化高效化需求(示意图)
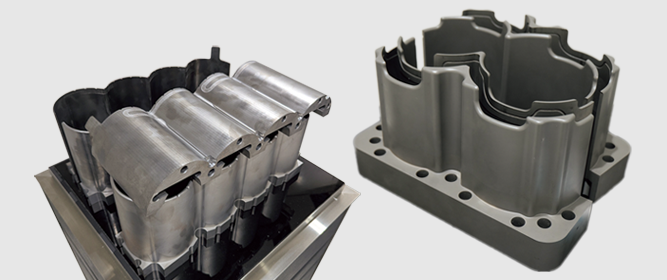
例如,宽413㎜×高177㎜的水套用模具(右下方照片)就是3个同时造型的。据说“通过减少装换调整等作业,一根激光器过去需要花费200万日元的成本,现在降至150万日元左右”。“虽然与只进行切削加工的情况相比,成本较高,但是有助于提高冷却效果并延长模具寿命,可以通过降低成型所需的总成本来竞争”。

不仅采用这种方法提高成本竞争力,而且努力解决大型工件在造型中或后处理时容易产生细裂纹和裂缝的问题。粉末在熔融和凝固时,凝固部分与周围的收缩差异会引发拉伸残余应力。拉伸残余应力一旦过高,在造型或热处理时,容易产生裂缝。据说特别是该公司使用的SKD61同等材料,“虽然具有高导热率等优点,但是造型难度更大”。
因此,该公司致力于确定细裂纹和裂缝的成因,并确立最佳造型条件。关键要素是测量残余应力。
该公司使用X射线残余应力测量装置进行分析。“我们成功地确定了残余应力在距离造型面多大深度产生多大内应力。我们以造型质量稳定的区域为阈值造型,加上造型后的切削加工和热处理等方面的诀窍,提供最佳嵌件”。不过,据说该公司分析的是200mm尺寸以下的小型工件,因此正在抓紧进行大型工件的测量分析,确立最佳造型条件。
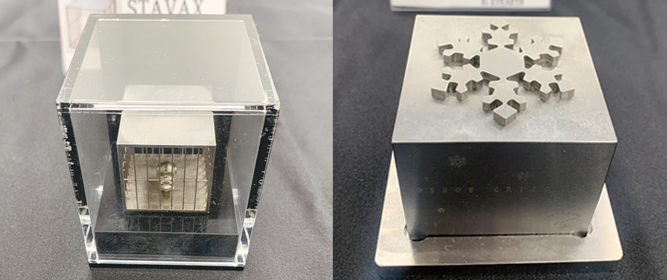
 在 MECT2025 沙迪克展区展示的情景
在 MECT2025 沙迪克展区展示的情景
过去之所以专注于保证造型质量、造型条件,是因为“推广冷却效果好的金属3D打印机嵌件,需要‘以什么来判定合格品’的技术性定义”。“关于模具材料,需要提交制造厂产品记录,而‘不清楚用打印机造型的嵌件’则行不通”,该公司今后仍将挑战解决用打印机造型时经常遇到的问题 —— 降低成本和保证造型质量。