融合模具和注塑技术,
实现塑料零件的大规模稳定生产
沙迪克金属3D打印机提升模具性能
三光化成涉足各种塑料零件领域,包括汽车内外部件、住宅设备、电力/电子部件以及机床部件。公司在3维模型领域深耕多年。除了用三维CAD进行产品和模具设计,利用三维模型进行树脂流动分析外,还创新性采用塑料打印机试制零部件,使用金属3D打印机制造模具和夹具。
在金属3D打印机领域与沙迪克紧密合作,探索如何发挥设备性能并掌握技术。用积层成型工艺制作模具和夹具,持续满足客户对成型质量的要求。本文对该公司的努力进行采访报道。
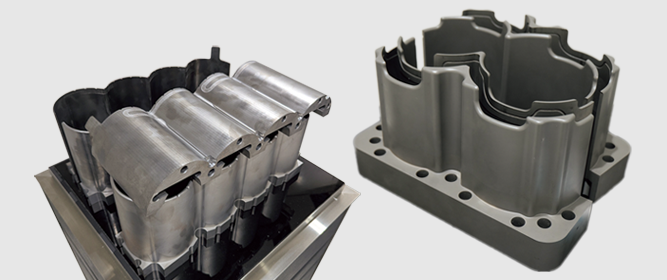
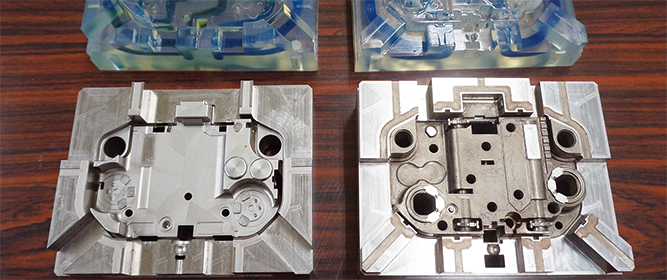
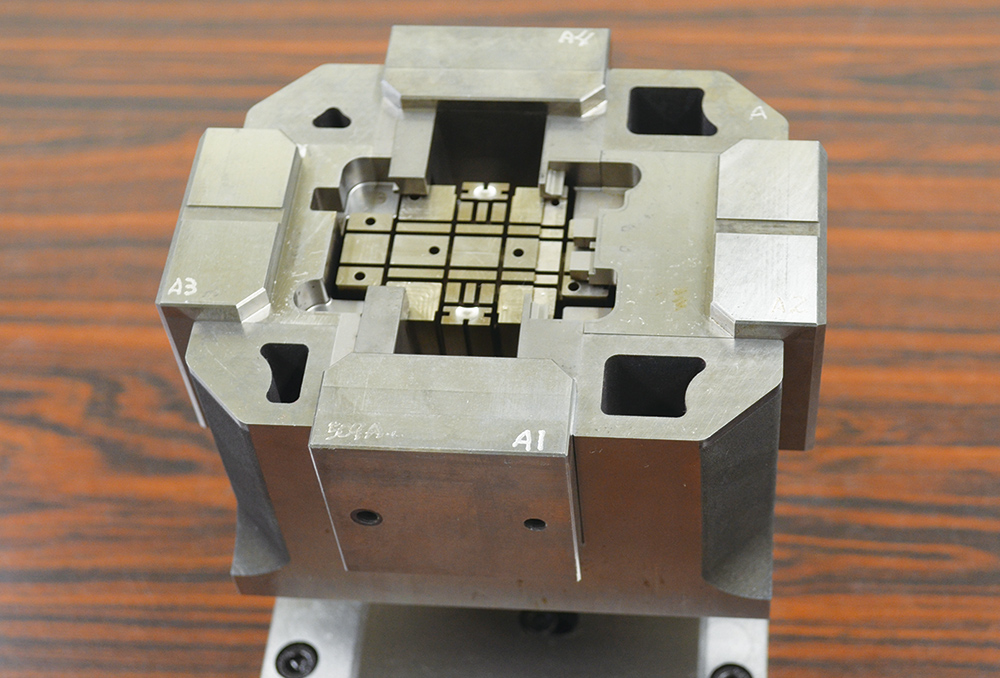
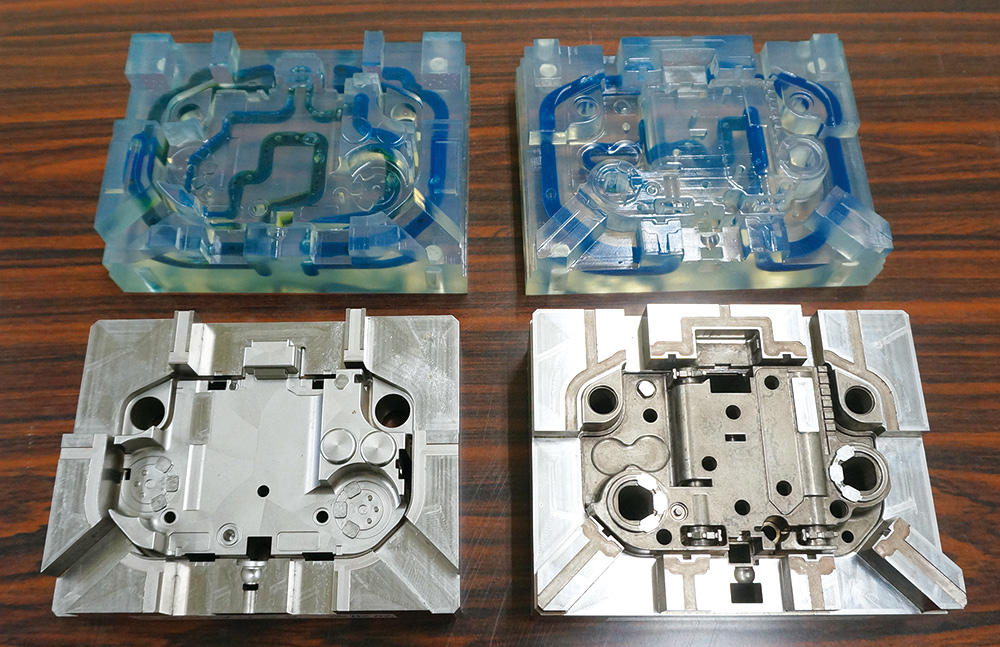 采用共形冷却水管的电机外壳模具(下)及其模型(上)
采用共形冷却水管的电机外壳模具(下)及其模型(上)
提高了冷却效率,减少了模塑变形
模具制造商三光化成,拥有约780名员工,整个集团(海内外)共有约1400名员工。公司总部位于东京都板桥区,在日本有10家工厂,主要分布在创始人家乡岩手县一关市,还有3家海外工厂,分别位于中国苏州、大连以及墨西哥。日本国内模塑厂共有约350台注塑机,锁模能力从18吨到850吨不等,生产的塑料零件涵盖领域广泛,如汽车内外饰、卫生洁具、管道系统、传感器、电容器外壳、机床和医疗设备都有所涉足。公司位于岩手县一关市的模具厂每年生产约100个复杂模具,包括多腔模具和偏差尽可能小的模具。这些模具被发送到日本和海外工厂。
公司认为,实现稳定批量生产的模具和注塑技术,是从竞争对手中脱颖而出的关键。在公司着手发展医疗设备领域,提出了静脉注射管配件的创新方案:通过将网状结构直接成型到管子中,以去除杂质。注重安全的用户认可了此方案,最终实现大规模生产。将细网与管子同时成型,而非二次注塑,从模具设计、流动分析、到高精模具加工以及苛刻成型条件,都充分展示了公司的技术优势。模具部门负责人桥本先生表示:“我们的优势在于掌握从模具设计、制造到零件成型的整个过程。这使我们能够应对更复杂的塑料零件并量产,如网状模具、薄壁模具或超厚壁模具。是其他公司所无法模仿的技术优势。”本桥先生对公司综合实力充满信心。
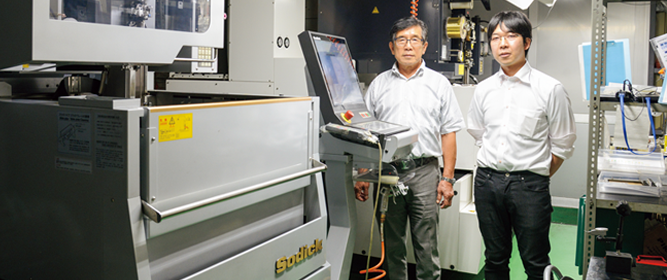
 负责金属3D打印机运用的工厂经理桥本先生
负责金属3D打印机运用的工厂经理桥本先生
推进数字改革,力求高效制造。正如桥本先生说,公司一直追求“如何充分发挥三维模型”。三维CAD很早就被引入到产品和模具设计中,与客户、合作商共享三维模型,推进作业速度。使用3DTIMON和Moldflow等分析软件进行树脂流动分析,不仅有助于防止内部模具设计的返工,还以分析报告的形式服务客户。最近,他们利用3D扫描仪开发了一个成型产品形状数据库。
3D打印机也被积极利用。使用DWS的DigitalWax 029J+塑料3D打印机,试制订单产品。然后将这些试制品分发到模具设计、注塑厂、产品测量、销售和品控部门,为几个月后开始的大规模生产做准备。提前了解原型的形象,有助于顺利进行大规模生产。在这样的大背景下,公司于2018年引入沙迪克金属3D打印机OPM350L。
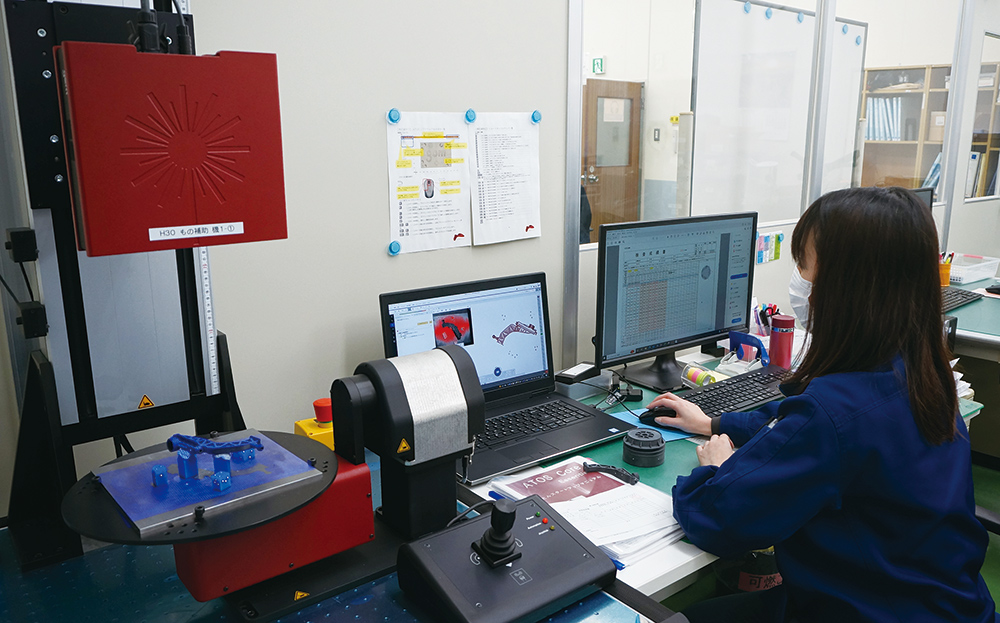 利用三维扫描仪对成型产品进行扫描并将其与三维模型叠加,
利用三维扫描仪对成型产品进行扫描并将其与三维模型叠加,
识别出精确测量难以发现的扭曲。
工厂经理桥本先生在研究和引进树脂3D打印机时,受到细川贵志社长的建议,开始研究金属3D打印机。当时,金属3D打印机主要由德国制造,用于飞机叶轮等零部件,而不是模具。因此许多产品都是直接打印出来的,并没有为后期加工考虑基准面的设计。桥本先生希望将金属3D打印机用于模具制造,他说:“对于模具加工,基准至关重要,更不用说零件了。”他回忆道:“我觉得不能做模具基准面的金属3D打印机不值得引进。”
这时,他了解到了专为模具制造而开发的OPM系列。OPM350L高精度机床,将激光熔化凝固金属粉末与铣削加工结合起来,是沙迪克继2014年推出的OPM250L之后于2016年推出的新设备。OPM250L是一台高精度加工机,能够打印出宽深高均为350mm的打印物。在了解到沙迪克的金属3D打印机可以为模具后工序制作基准面后,桥本先生立刻做出决定:“要做模具制造,就是这台了!”他向细川社长汇报后,公司立即决定引进该设备。
 OPM350L是一款高精度金属3D打印机,通过激光熔化和固化金属粉末并进行铣削加工。
OPM350L是一款高精度金属3D打印机,通过激光熔化和固化金属粉末并进行铣削加工。
最棘手的挑战在于如何运用机床。与使用加工中心或放电机加工的模具不同,金属3D打印机在建模方面具自由度很高,这使模具设计更加自由。桥本先生原本想尝试使用金属3D打印机制作共形冷却水管(按模具产品的形状制作的水管),但他不确定水冷管应该如何排列,水冷管应该设置什么横截面积和直径,水冷管之间有多少空间,以及他有哪些选择。有太多的选择让模具设计人员无法抉择。
为解决这一问题,工厂经理要求沙迪克在引进OPM350L的同时提供六个月的咨询服务。除了共形冷却水管的基本设计外,还得到了三维CAD的建模指导,公司在3D打印机的模具设计上更上一层楼。如果没有沙迪克的指导,可能还在试探摸索。在引进打印机后掌握如何操作至关重要。桥本先生建议,考虑引进金属3D打印机的公司应尽可能地获得制造商的援助。
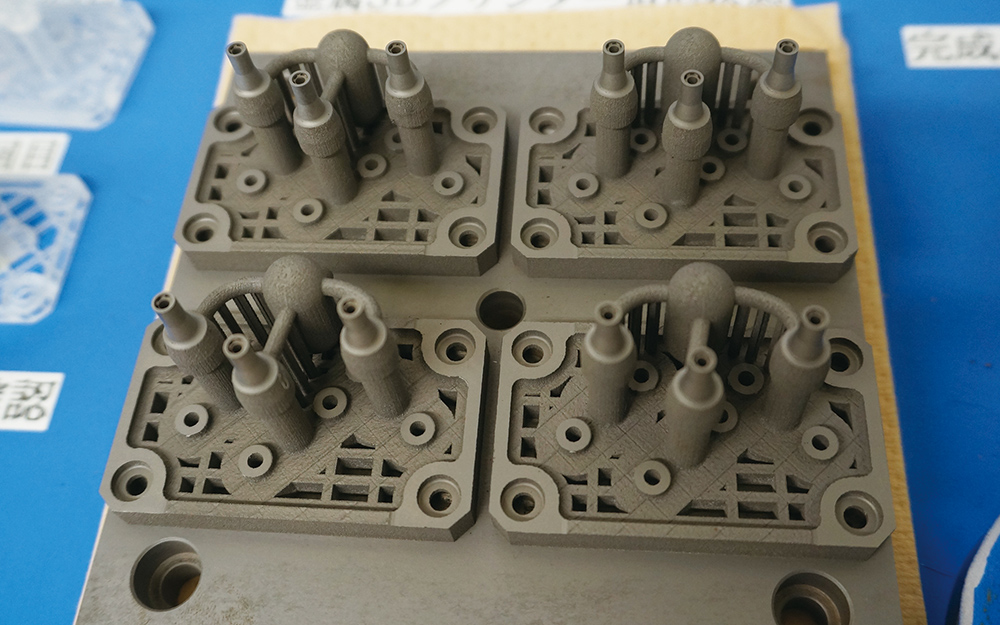
经过几年的运行,金属3D打印机已经走上正轨。共形冷却水管最早被应用到了电机外壳模具。并同时制作直式冷却水管的模具,对比两种模具的成型件:用两种模具做出的零件都符合尺寸精度要求,但使用共形冷却水管的模具做出的零件变形更小,而且在组装零件时的“组装便利性”有明显区别。在配置共形冷却水管时,通过事先在底板上刻了一个半圆形的凹槽,然后在上面造型半圆形,从而减少成型时间。这也是从沙迪克获得的知识。
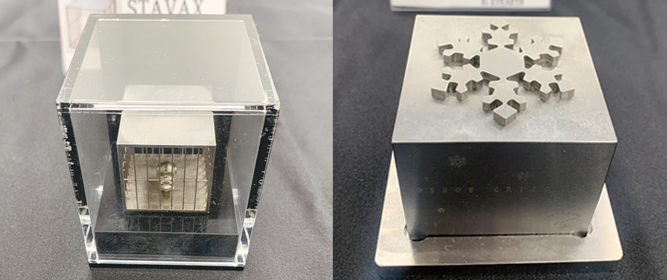
与此同时格子结构在模具上的应用也有所推进。与传统的模具不同,格子结构中没有填充内容物,因此可以减轻模具成型后因热收缩而产生的变形。格子结构中的空气也有为模具保温的作用。
 在保证强度的前提下,将部分模具改为格子结构
在保证强度的前提下,将部分模具改为格子结构
除了模具之外,还有一个例子是该公司模塑厂使用机器人的吸嘴。该吸嘴通过用空气吸住微细嵌件,将其嵌入模具中,原本由21个机械加工零件组成,被替换成金属3D打印件后,零件数量减少到3个。因在机械加工过程无法打出足够多的孔提供所需空气吸力,嵌件因吸力不足而掉落,导致造型机频繁停机。新的吸嘴通过对比传统产品大十倍的吸孔面积比来解决了这个问题。
 优化吸附力的吸嘴。金属3D打印机还能完成传统加工方法难以实现的孔加工。
优化吸附力的吸嘴。金属3D打印机还能完成传统加工方法难以实现的孔加工。
此外,“风冷”也是未来着重发展的方向。通过循环空气来冷却模具虽普及已久,但由于空气的导热性不如水,所以没有被广泛使用。然而桥本先生说:“风冷没有漏水,管道不会生锈,所以值得在水无法循环的地方使用风冷进行尝试”,并推动风冷在模具中的应用。
风冷突显优势的例子有:在四向可开的滑芯中使用冷却管,在滑芯关闭时循环空气,以及在水易通过的狭窄、深槽部分循环空气。公司使用热成像技术验证了模具风水混用比独用水冷更有效。通过高效冷却,缩短成型周期,尝试减少成型产品的形变。
桥本先生说:“我对OPM350L评价始终很高,是台能制造模具的机床。”加工非常精细,材料供应的轻微错误都会导致报错,但只要联系客服就会立刻上门,用户体验很棒。
虽然目前金属3D打印机只在公司内部使用,但公司考虑在未来提供咨询服务,以解决客户塑料成型碰到的问题,并将模具部件打造成一套服务。桥本先生说:“结合我们在流动分析和形状测量方面的专业知识,提供改进方案。”公司将积极尝试新技术新工艺,如金属3D打印机,以实现客户对高精度低成本模塑产品的诉求,积极应对SDGs(可持续发展目标),在竞争中脱颖而出。