通过保证每个工序的质量和推进数控化,
实现粉末成型用模具的稳定供应
使用沙迪克制造的MC和放电加工机
菅原精机株式会社从事粉末成形用的超硬模具和旋转压力机的生产工作。经营的产品多为传感器或智能手机等使用的电子元件,擅长制作能稳定批量生产1毫米以下细微零件的模具。近年来还致力于提升产能。通过推进从手工以及通用机到数控机的升级,在稳定品质的同时,实现了效率的提升。
该公司从2000年开始,积极引进沙迪克生产的电火花线切割机、电火花放电加工机和加工中心(MC),这为高精度和高效的模具制作提供了助力。今后,菅原精工将继续推进数控化和自动化,追求不依赖“工匠技巧”也能达成的模具制造。
菅原精机株式会社创立于1949年。他们的业务从修理和制作京都电影院使用的放映机起步,并利用该技术开始制作粉末成型用的压机。从1950年代到60年代,随着电视机的普及,组装显像管用的电子元件的需求扩大。在这个电子元件的早期,由陶瓷粉末压缩成型的电子元件,是由用于成型片剂的旋转成型机(即压片机)改造而成的压力机来成型生产的。公司也根据客户的要求,从改装压片机开始,逐步生产起了自己的旋转压力机和模具。
压片机用的模具,相当于凹模的部分叫“磨”,相当于凸模的部分叫“杵”。将粉末材料填充到磨中,用两根杵从上往下压缩,将其成型为片剂。在压片机的模具中,这种杵与支架是连成一体的,很难将压缩粉末的杵前端部分加工成复杂的形状。
于是该公司设计出了支架和杵头分离的模具。他们采用了只对杵头单独加工,再将其焊接在支架上的方式,使电子元件所需的形状复杂的模具可以更容易地制作出来。由于只需更换磨损的杵头,因此在成本上也有优势。通过这个在当时具有划时代意义的发明,菅原精机获得了电子元件厂商的订单。
“我们同时经营压力机和模具,所以我们会在设计压力机的时候,充分考虑到如何简化模具制作的难度,这是我们的优势。
而且我们最早也是专门进行陶瓷成型加工的,所以从很早开始就掌握了完善的超硬合金制的模具制作技术。30年前,我们制作的模具有90%以上都是超硬制的。”菅原尚也社长这样说道。
目前,该公司所经营的模具中,6~7成用于生产以铁氧体或氧化铝为材料的电子元件,紧随其后的是制作不重磨刀片和砂轮的模具。除了安装在自己的旋转压力机上的模具外,还生产了许多用于一次性粉末成型压力机的模具。根据客户设计的模具图纸进行各种机械加工,经过组装、精加工、检验后出厂。凹模和凸模为一组的模具,一个月能制作200~300组。
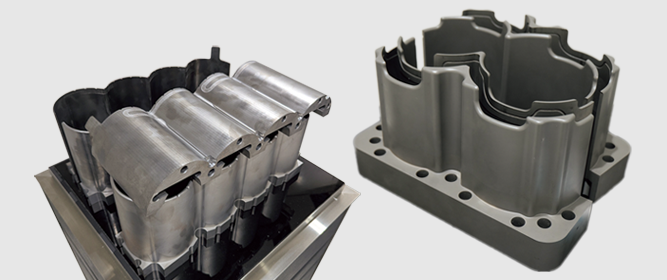
其中,可多取数加工的“极小多穴模具”是从1990年代开始与客户共同开发的代表产品。他们从2穴模具开始制作,成功生产出了23穴模具和49穴模具。通过将极小多穴模具安装在旋转压力机和一次性压力机上,可大幅度提升生产效率。可以说,这种创新性的技术开发正是该公司的优势所在。
 49穴模具
49穴模具
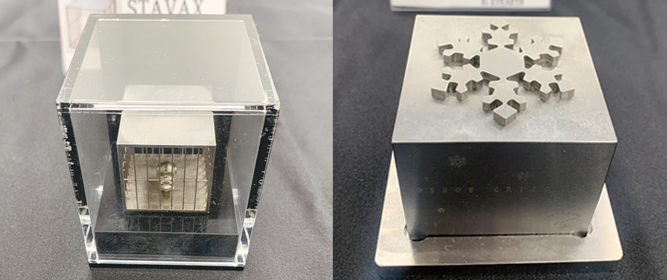
同时菅原精工也擅长高精度加工超硬模具的技术。他们会在切削加工、磨削加工、放电加工、MC加工等各工序中进行彻底检查。在保证精度的前提下转到下一道工序,以应对公差0/+5μm的严格要求。
他们对长寿命的模具制作也很重视。菅原社长说:“除了根据成型粉末和零件形状选择最合适的硬质合金外,还要注意均匀间隙,使凹模和凸模不会接触到。”间隙的调整是在模具完成组装的阶段进行的,为了让即便没有丰富经验的人也能进行调整,他们会在机床加工阶段就提高完成度,这也是菅原精工的一贯原则。机床加工各工序的负责人通过“这样更容易加工”、“这样更容易定位”之类的紧密交流,可以制作出间隙均匀、重复精度高的模具。
 现场的紧密沟通是高精度的秘诀
现场的紧密沟通是高精度的秘诀
在提升模具附加值的同时,菅原精工还致力于提高模具制作的效率和产能。关键在于减少人工作业的比例,消除浪费,推进数控化和自动化。在这个过程中,备受好评的就是沙迪克生产的机床。目前,菅原精工大约有30台沙迪克的放电加工机和MC在运转。
不过,作为多年的沙迪克用户,该公司对沙迪克机床有高度评价,是在2000年之后。契机是电火花线切割机AP200的引进。
当时,该公司正致力于实现φ0.05mm电极丝的自动接线。自动接线是无人加工极小多穴模具这样的拥有多个孔的模具时不可缺少的功能,如果要用φ0.05mm的极细电极丝进行操作,不仅需要很高的机体精度,还要求操作人员掌握下孔管理和喷气水压的调整等技术。而现有的水性设备在夜间就会自动接线不畅,每天早上机器都会停止运作。菅原社长回忆说:“负责的操作员甚至都说‘不想上班’了。”
就在极细电极丝的自动接线遇到困难的时候,他们在沙迪克的提议下,引进了油性设备AP200。该机尝试挑战了φ0.05mm自动接线,经过反复试验后终于成功。与水性设备相比,油性设备的加工时间更长,这是一个令人担忧的点。不过加工对象是该公司经营的小直径模具,加工时间上不会有什么差别。而且,通过精细设定加工条件,还可以改善表面粗糙度。“引进了在自动接线方面表现出色的油性设备AP200,还获得了表面粗糙度得到改善这一‘副产品’。我们公司的模具现在最受顾客好评的一点就是‘加工表面的品质’,AP200让我们在这个方面取得了巨大的进步。”菅原社长说道。
从引进这个油性设备AP200之前沙迪克的积极应对,再到周全的售后跟进,这让菅原精工与沙迪克之间的信赖关系得到了加强。“对于我们公司来说,加工机停止运作是最头疼的事。沙迪克会在当天,最迟也会在第二天就上门解决问题,故障的原因也会详细进行说明,真的是帮了我们大忙了。”菅原社长说道。在此之前,菅原精工使用的电火花线切割机多为其他公司制造,之后便主要使用沙迪克生产的机床了。
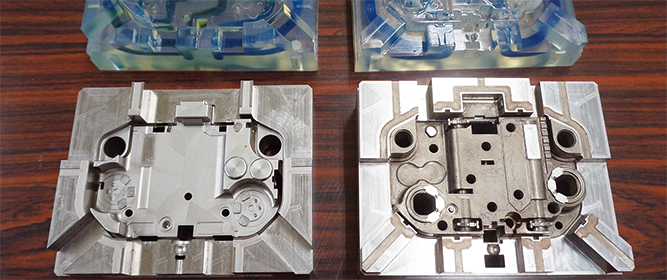
2000年以后,沙迪克产品的引进仍在继续。2004年上市的超精密电火花放电加工机AP1L标配了用于高速、高品质精加工的SVC电路,可以兼顾精加工区域的加工提速和表面粗糙度的品质。菅原精工引入了多台AP1L。与以往机械会留下较厚的磨削余量,需要花时间通过手工磨削完成加工不同,AP1L的表面粗糙度有所改善,从而大大减少了手工磨削的时间。
“留下较厚的磨削余量,再人工磨削的方法很花时间,而且重现性很差,还可能会产生遗漏。引入AP1L之后,生产效率得到了大幅提升。”菅原社长说道。
 超精密电火花放电加工机“AP1L”
超精密电火花放电加工机“AP1L”
2017年,为了将超硬模具的分段式加工从通用机的加工和手工磨削替换为数控机,引进了全轴直线电机驱动的精细精密加工MC“UH430L”。沙迪克独创的主轴能抑制振动和芯偏移,由此UH430L能够在保持平衡良好的旋转的同时,还能实现扭矩特性和高强度,并通过各轴控制循环的高速化和分辨率1nm的控制特性,进行细微精密领域的高品质精加工。
该公司将UH430L与金刚石涂层的小直径刀具相结合,以Ra 0.001~0.009mm加工超硬模具的分段形状。以往需要用电火花放电加工或通用的光学磨盘加工后再手工磨削成镜面,人参与的时间非常长。用UH430L取代这个机械加工部分,成功地将表面粗糙度精加工到了接近镜面的程度。让人力成本得到了大幅削减。
MC的引进成本和削减的人工费用相比没有太大的差别,但是菅原社长说:“操作员可以做其他的工作,这对我们来说是最大的裨益。”不仅是沙迪克,菅原精工还得到了刀具制造商、CAD/CAM制造商的协助,他们的最终目标是实现无磨削。
 适合全轴直线电机驱动的细微精密加工的MC“UH430L”
适合全轴直线电机驱动的细微精密加工的MC“UH430L”
该公司致力于减少手工磨削,实现从通用机向数控机的转变,今后的首要目标仍是提高加工现场的效率。
“由于我们经营的产品,大多是品种多数量少的小体积物件,因此普遍采用通用机进行加工。不过,考虑到最近颁布的《工作方式改革法案》,以及次世代人才的培养和技能继承,我们也很烦恼,是否应该继续现状。最终我认为,我们还是应该推进从通用机到数控机的转换,以及制造业自动化的发展。”菅原社长说道。最近,菅原精工正在考虑引进将研磨和切削功能集中在一台设备上的复合加工机,以减少一次装夹加工中的调整次数,并且提高加工精度。
在数控化和自动化的发展过程中,人才培养的方向也不得不面临重新调整。原本立志成为工匠的年轻人就在减少,花5年、10年学习技能的工作方式已经不再能吸引到年轻人了。
菅原社长说:“模具制作确实是一项匠人的工作,但在这个大家频繁跳槽的时代,要想向年轻人传达匠人的魅力,构建培养他们成为匠人的机制是很困难的。”菅原精工虽然目前也限定了操作员负责的机型,但为了防止过于个人化,他们也正在努力构筑新的培训制度。他们希望培养出的不是专攻一种机型的专家,而是想要提升公司整体的技术水平。
另一方面,菅原社长认为:“我们一定要向客户提供品质稳定的产品。这一点要如何去实现呢,我觉得一定程度的数控化和自动化是必要的。”
如果将手动操作和在通用机上的加工更换到数控机上,品质会更加稳定。但是,在数控机的加工中,会产生通过CAD/CAM生成NC程序这样的其他操作。如果生成NC程序的工时增加,那么操作者的负担必然会增加。在菅原精工,目前从NC程序的生成到工件的设置、加工、测量都是由一名操作员负责的。菅原社长在思考,“究竟什么才是操作员真正需要去做的工作呢?”
其中一个正在研讨的方案,就是将生成NC程序的这个工作,从操作员的职责中剥离出来。为此,他们正在研究利用3DA(三维标注数据:标注了尺寸和记号等注释的三维模型)进行的自动编程。由于菅原精工一直以来基本都使用二维图,因此如何在二维图的使用环境中利用3DA,是一个他们要解决的课题。
 在靠着源源不断的订单建造起来的新楼中,陈列着沙迪克生产的电火花线切割机
在靠着源源不断的订单建造起来的新楼中,陈列着沙迪克生产的电火花线切割机
菅原精工长期以来,一直在有效利用沙迪克产品,高效率地制造模具。作为用户,他们期待的是有助于进一步自动化的功能。菅原社长说:“我对细孔放电加工机和电火花线切割机之间的工件输送,以及MC和电火花放电加工机之间的电极输送等很感兴趣。”除了“AWC(自动工件交换装置)”和“ATC(自动电极交换装置)”的功能外,他们还需要一种解决方案,使加工机器之间的运输自动化。
为了应对源源不断的超硬模具的订单,除了数控化和自动化之外,菅原精工还希望通过实施DX(数字化变革)来进一步提高产能。将积累了30多年的超硬加工的经验知识替换为数字化的数据,追求不依赖“工匠技巧”也能达成的模具制造。