




産業機械
公開日2024.12.18
更新日2025.06.17
読了まで8分
こんにちは、SurVibes(さぁ!バイブス)編集部です!
今回は、ソディックが開発したV-LINE®射出成形機の機構や特徴について解説します。
メカニズムの説明だけでなく、生産性向上につながるメリットについても解説いたしますので、ぜひ最後までご覧ください。
目次
V-LINE®とは
V-LINE®は、NC工作機械メーカーでもあるソディックが独自開発した、射出成形機構造の名称で、『樹脂の溶融状態』、『計量樹脂密度』、『実充填量』の3つを安定させることによる、品質安定性を特長としています。
成形品の中でも、高い精度や品質が求められる医療製品や、ガスによる成形不良が起きやすいスーパーエンプラを用いた自動車の精密部品成形などで特に効果を発揮します。
ソディックの射出成形機は横型・竪型ともに、このV-LINE®を採用しています。


V-LINE®のメカニズム
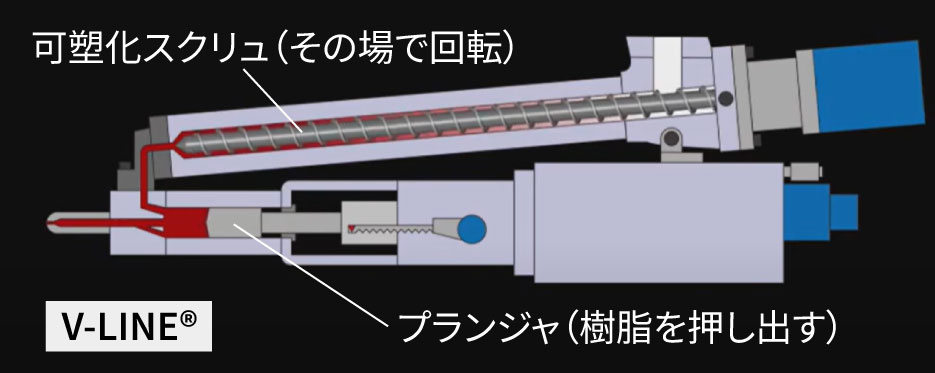
V-LINE®は、一般的なインライン方式とは異なり、材料の溶融・混錬を行う可塑化部と、計量・充填を行う射出部を別々の機構として切り離した構造となっています。
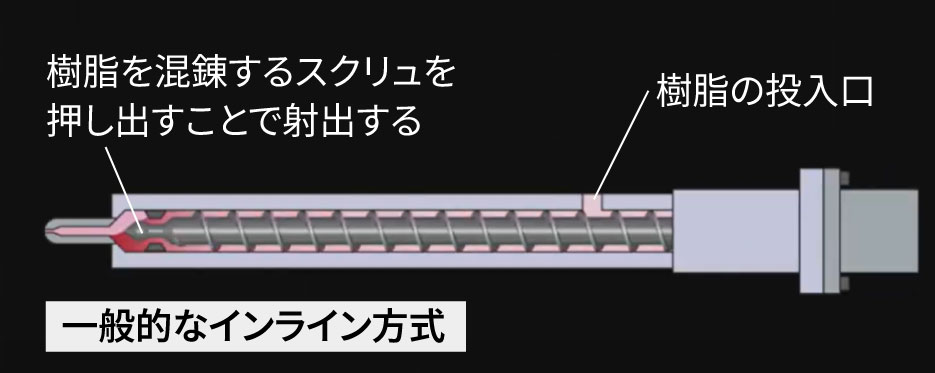
一般的なインライン方式では、計量した樹脂材料を押し出すためにスクリュが前進することで、逆流防止弁が閉じる機構となっています。
言い換えれば、逆流防止弁が閉じる動作は樹脂材料の押し出しと同時になりゆきで行われます。
そのため、逆流防止弁が閉じる直前には、どうしても計量した樹脂材料の逆流(バックフロー)が発生します。
通常は、この逆流をある程度受容して条件設定するのが一般的ですが、高い品質が求められる精密成形を行う場合や、品質を安定させて歩留まり(※)を向上させたい場合などでは、この逆流による充填量のばらつきが問題となる場合もあります。
歩留まりは『全体に対する成果の割合』を表す言葉で、製造業においては、投入した原材料に対する完成品(良品)の割合という意味でよく使われます。
そこでソディックが開発したのが、V-LINE®射出成形機です。
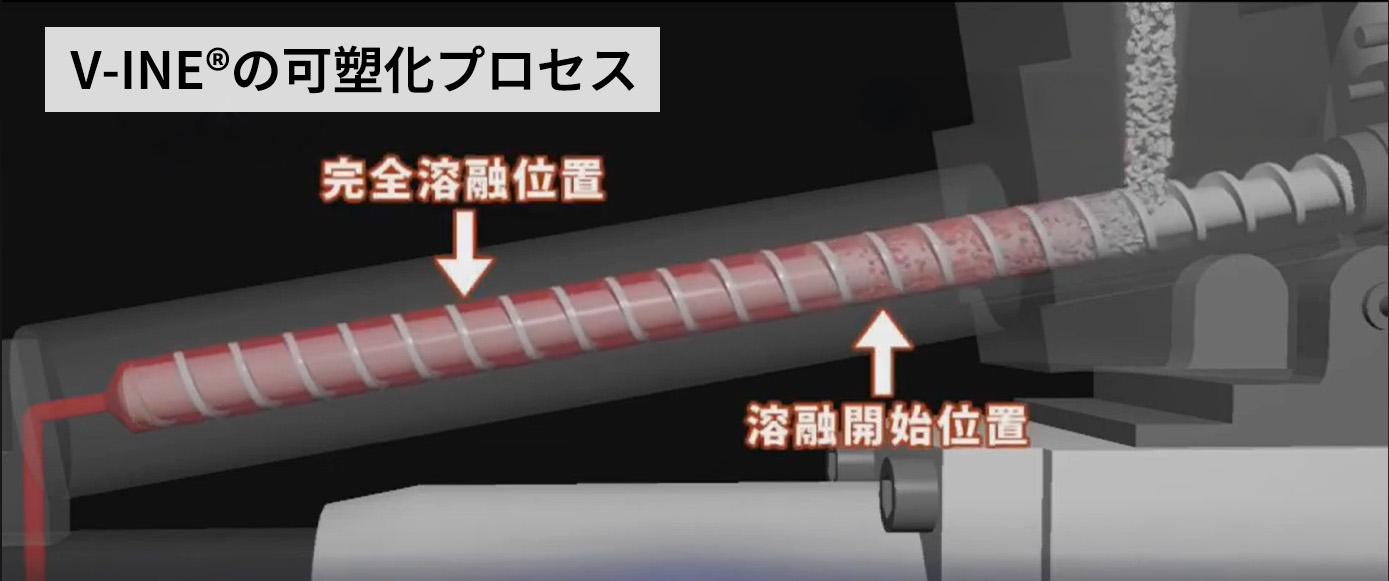
V-LINE®では、一般的なインライン方式とは異なり、スクリュは前後に動作しないため、樹脂材料の熱履歴はどのタイミングでもほとんどばらつかず、溶融開始位置と完全溶融位置が常にほぼ一定となります。
この安定した可塑化プロセスがV-LINE®の特長の1つです。
可塑化部で溶融された樹脂材料は、射出部へと流れ込みます。
射出部へ流れ込んだ樹脂材料が計量値に達すると、スクリュが僅かに前進し、蓋をするように流路を遮断します。
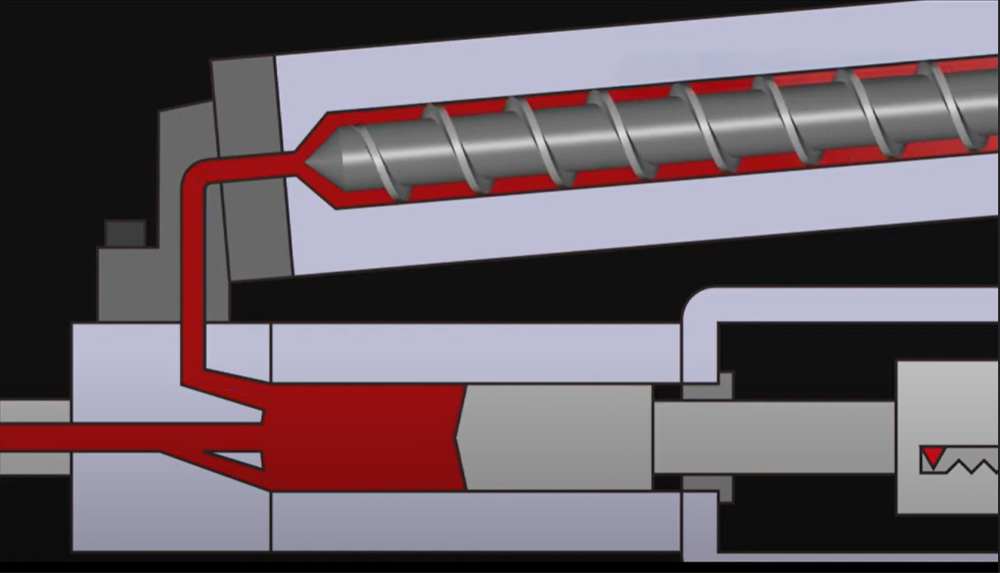
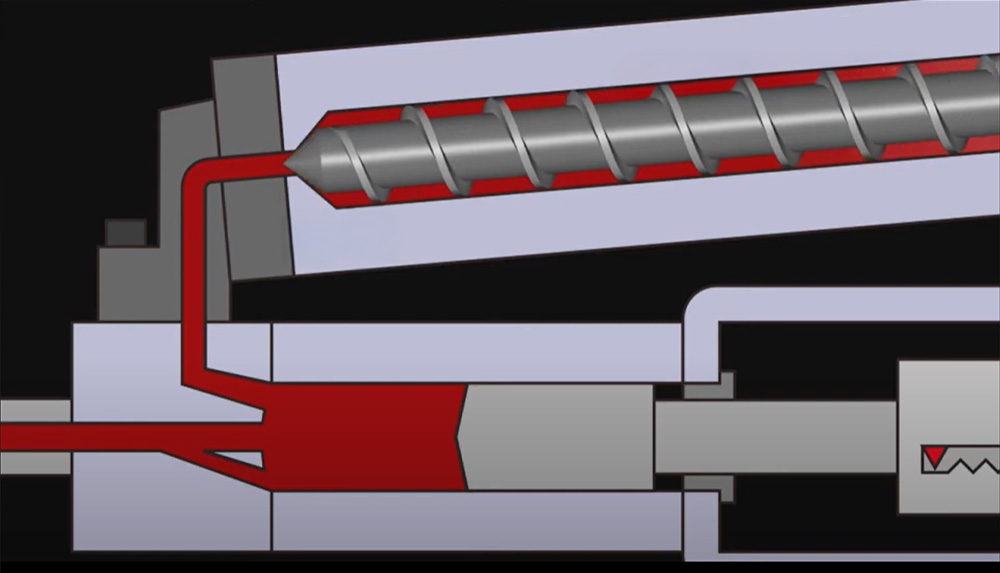
その状態でプランジャを押し出すことで、バックフローを起こすことなく、理論値(※)通りの樹脂材料を金型内に射出することができます。
このように、樹脂材料を溶融・混錬するスクリュと、計量した樹脂材料を押し出すプランジャが、別個の機構に分かれていることで、なりゆきではなく能動的に逆流防止することができ、安定した成形を実現できるのです!
理論値=プランジャ断面積×射出ストローク
V-LINE®のメリット
上述の通り、安定した可塑化プロセスや、理論値通りの充填が可能といった特長を持つV-LINE®ですが、こういった特長は、具体的にどういったメリットにつながるのでしょうか。
ここから詳しく解説していきます。
充填量のばらつきによる成形不良抑制
基本的に大量生産に利用される射出成形においては、良品比率を100%にすることは極めて難しく、その歩留まりは常に気にされます。
ソディックのV-LINE®射出成形機であれば、充填量が下振れすることで発生するショートショットや、上振れすることで発生するバリといった成形不良を抑制することができ、製造現場の歩留まり向上に貢献します。
気体由来の成形不良抑制
成形不良には、充填量のばらつきが原因となるものの他にも、樹脂材料に巻き込まれた空気や、樹脂材料の溶融中に発生したガスといった気体が、樹脂材料と共に金型内に流入してしまうことで発生してしまうものもあります。

金型内で逃げ場を無くした空気が圧縮され発熱した結果、成形品に焦げたような痕が残ってしまいます。
V-LINE®射出成形機は、溶融開始位置の変動がほとんどないため、発生したガスをホッパ側から逃がしやすい構造となっています。
これにより、ガス由来の成形不良抑制や、金型メンテナンス頻度の低減が期待できます。
量産中の成形条件調整の手間を削減
射出成形による大量生産開始後には、樹脂材料の品質・周囲の温度変化・湿度変化といった外的要因によるばらつきと、金型に射出される充填量などの成形機要因のばらつきにより、成形条件の調整が必要になる場合があります。
基本的には成形品の品質を目視で確認して、人手により条件を調整する作業になりますので、射出成形プロセスの自動化・省人化における大きな障壁となっています。
しかしながら、ソディックのV-LINE®射出成形機は、成形機要因の充填量ばらつきを極少に抑えられるため、量産中の成形条件調整の手間を削減することが期待できます。
V-LINE®バッジの紹介
ソディックでは、射出成形機(IMM)にかける熱い思いを表現する『I♡IMM』活動というものを推進しています。
『I♡IMM』とは、射出成形機事業に携わる社員が「自社製品をよく理解し、愛着を持つきっかけにしたい!」という思いで始めた活動です。
『I♡IMM』というフレーズをモチーフにした、缶バッチやストラップも作成していまして、V-LINE®をイメージしたあしらいがデザインされています。


まとめ
今回はソディックが開発した独自構造『V-LINE®射出成形機』について、一般的なインライン方式との違いやメリットを解説しましたがいかがでしたでしょうか。
今回の記事と関連して、「放電加工機メーカーとして創業したソディックが、なぜ射出成形機を開発するに至ったのか」をご紹介する、『V-LINE®射出成形機の開発秘話』も別の記事にまとめております。
開発秘話の記事では、今回の内容よりもさらに深い技術的なお話や、お客様のお困りごと解決にかけるソディックの想いをご覧いただけます。
ぜひそちらも併せてご一読いただければうれしく思います!
最後までご覧いただきありがとうございました。







