

工作機械
公開日2023.08.28
更新日2025.02.03
読了まで15分
ワイヤカットのテーパ加工をご存知でしょうか?通常の加工とは違い、テーパ加工を行うと上下の形状が違うものが作れたり、角度をつけて加工することができ、精密部品や金型製作に必須の加工技術となります。しかし習得するのが難しく、実践したことがない方も少なくありません。
そこで今回はテーパ加工の仕組みや上手に加工するためのポイント、やりがちな失敗を習熟度別に解説いたします。
目次
この記事を読めばテーパ加工に詳しくなれる!習熟度を4段階に分けて解説!
POINT
POINT
1
【超初級】テーパ加工を知らない、初めて実践する人向け!
機械の動かし方やテーパ加工の仕組みなど押さえておくべき項目をピックアップ!
POINT
2
【初級】使い始めの人がやりがちな失敗は?
テーパ加工の仕組みがわかったらいざ加工!でもどうすればうまくいくの?失敗を防ぐためのポイントをまとめました!
POINT
3
【中級】慣れてきたらやりがちな失敗は?
狙った角度や形状が再現できない!解決するためにどこを見直せばいいかがわかる!
POINT
4
【上級】ベテランの方でもミスしがちなことは?
加工精度、加工特性の向上を目指している!スキルアップのためにどこを見直せばいいかがわかる!
【超初級】ワイヤカットでテーパ加工することはどういうことかを知ろう!
「テーパ加工」と聞いて、どのような印象を持たれますか?ワイヤカットの初心者の方やまだ操作したことがない未経験の方からすると馴染みのない専門用語なうえ、調べると難しそうな内容が書かれており、思わず尻込みしてしまいます。
そこで超初級編では、「ワイヤカットでテーパ加工するとはどういうことか」を中心に仕組みやどのような加工物ができるかなど、基本的な項目を解説します。テーパ加工を知ることで複雑な形状を加工できるようになり、ワイヤカットの可能性が大きく広がります。そんな面白くも奥深いテーパ加工の世界へ、第一歩を踏み出しましょう。
ワイヤカットとは?
ワイヤカットは、細いワイヤ線に電圧をかけ、放電させてその熱で加工物を溶かして切断する加工方法です。正式にはワイヤ放電加工と呼ばれており、次のような特徴があります。
- 電気を通すもの(導体)であれば、加工物の硬度に関係なく高精度で加工できる
- 工具を複数用意する必要がなく、ワイヤ線だけでさまざまな形状に加工できる
- 切りくずの量が少なく加工効率に優れる
- 金型や各種部品加工など利用される範囲が広い
ワイヤカットに関する基本知識は以下の記事で紹介しておりますので、ぜひ併せてご覧ください。
テーパ加工とは?
テーパ加工とは、加工物のある端の一点から別の端点まで先細りの形状になるように角度をつけて加工したものです。
例えば工事現場で使われる赤いカラーコーンや、とんがり帽子のような先細り形状を形作るイメージです。
テーパ加工という言葉自体は旋盤と呼ばれる工作機械にてよく使われますが、放電加工でも「テーパ加工」という単語は使われ、加工面に勾配がついている形状を指します。
通常の加工ではワイヤ線を加工物に対してまっすぐの状態で加工しますが、テーパ加工ではワイヤ線を傾けて加工します。
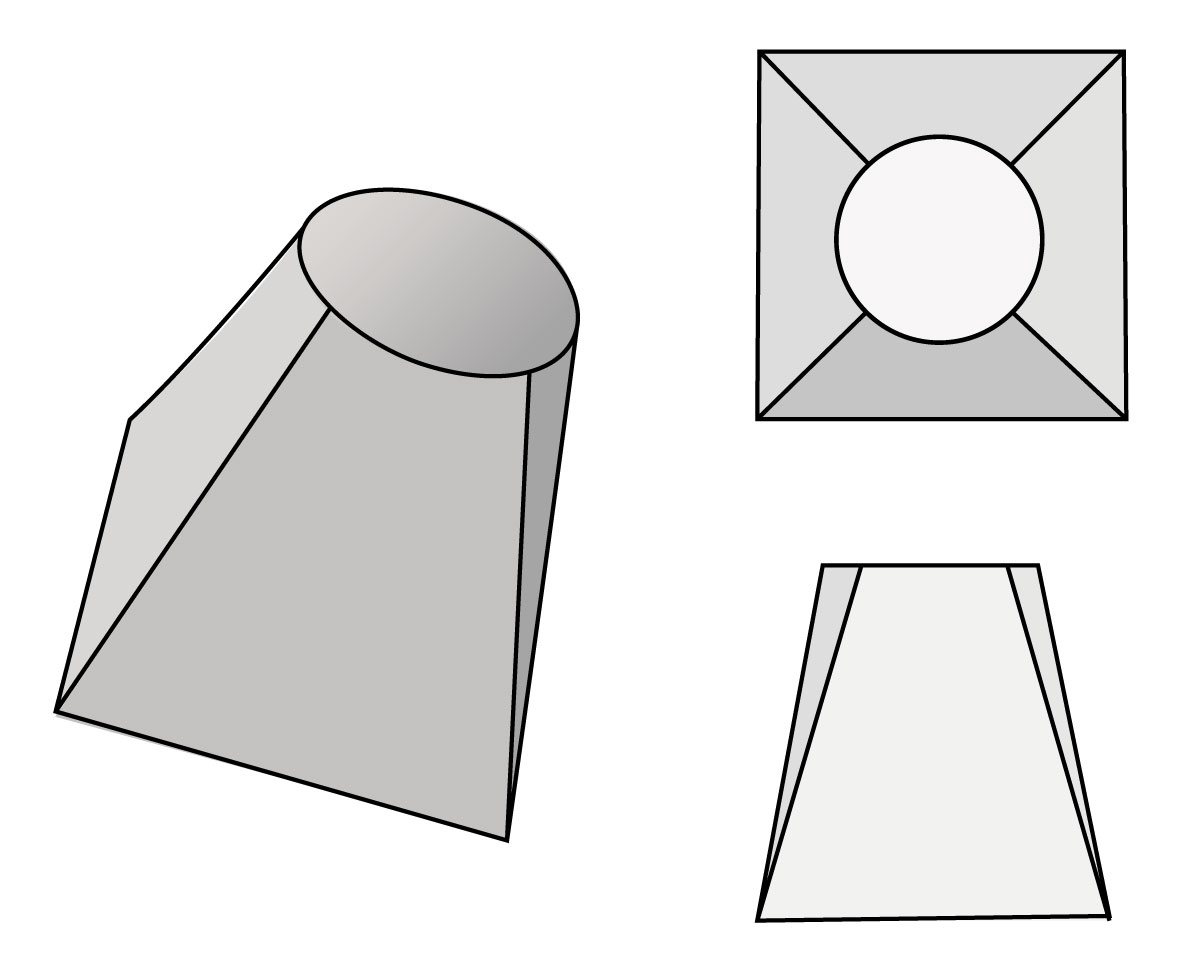
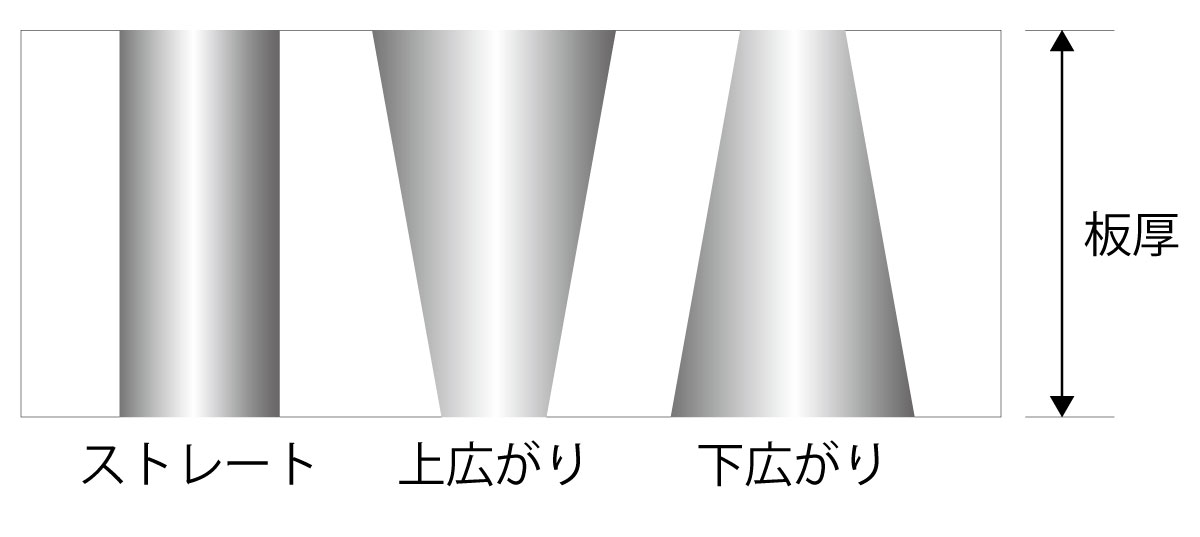
ワイヤ線を傾けることにより、以下のような立体的な加工物を作り出すことが可能です。
- 上広がり、下広がりのような加工物上面と下面の大きさが違うもの
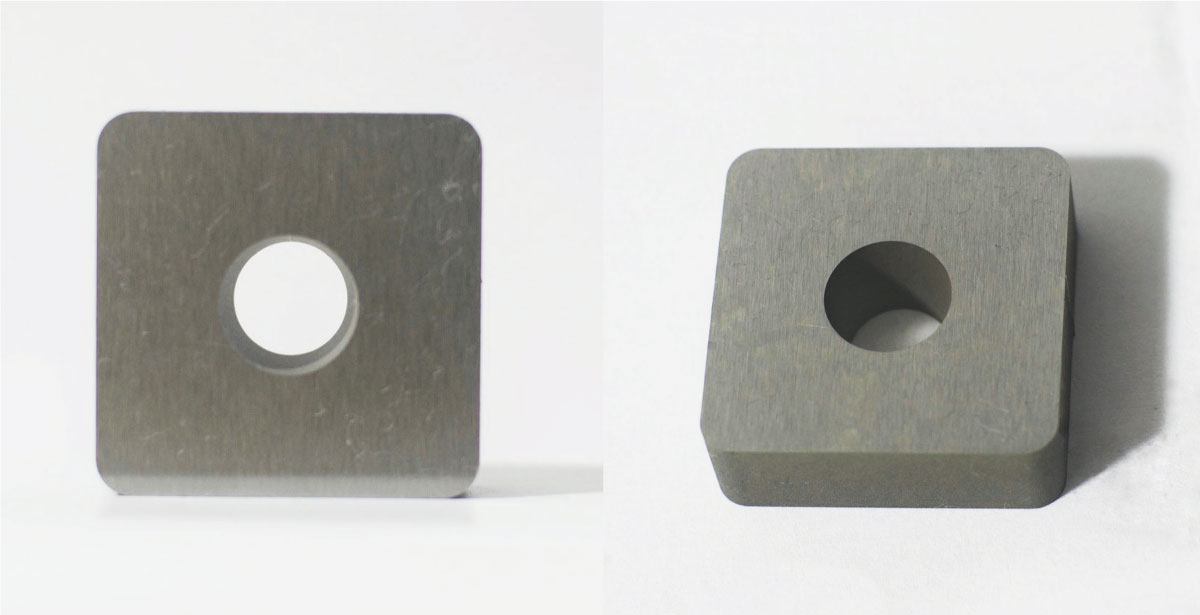
- 上面が円、下面が四角のような上面と下面の形状が違うもの
上面と下面の形状が違うものを「上下異形状」と呼びます。
ワイヤカットでテーパ加工ができる仕組み
ワイヤ放電加工機は、テーブル・ガイド部が動くことで形状を加工するものです。駆動軸は、一般的な工作機械と同様にX軸(テーブル左右の動き)、Y軸(テーブル前後の動き)、Z軸(上下ガイド部の上下の動き)があります。
さらにワイヤ線を支えている上側ガイドにも左右に動かせるU軸、前後に動かせるV軸が付いています(下図参照)
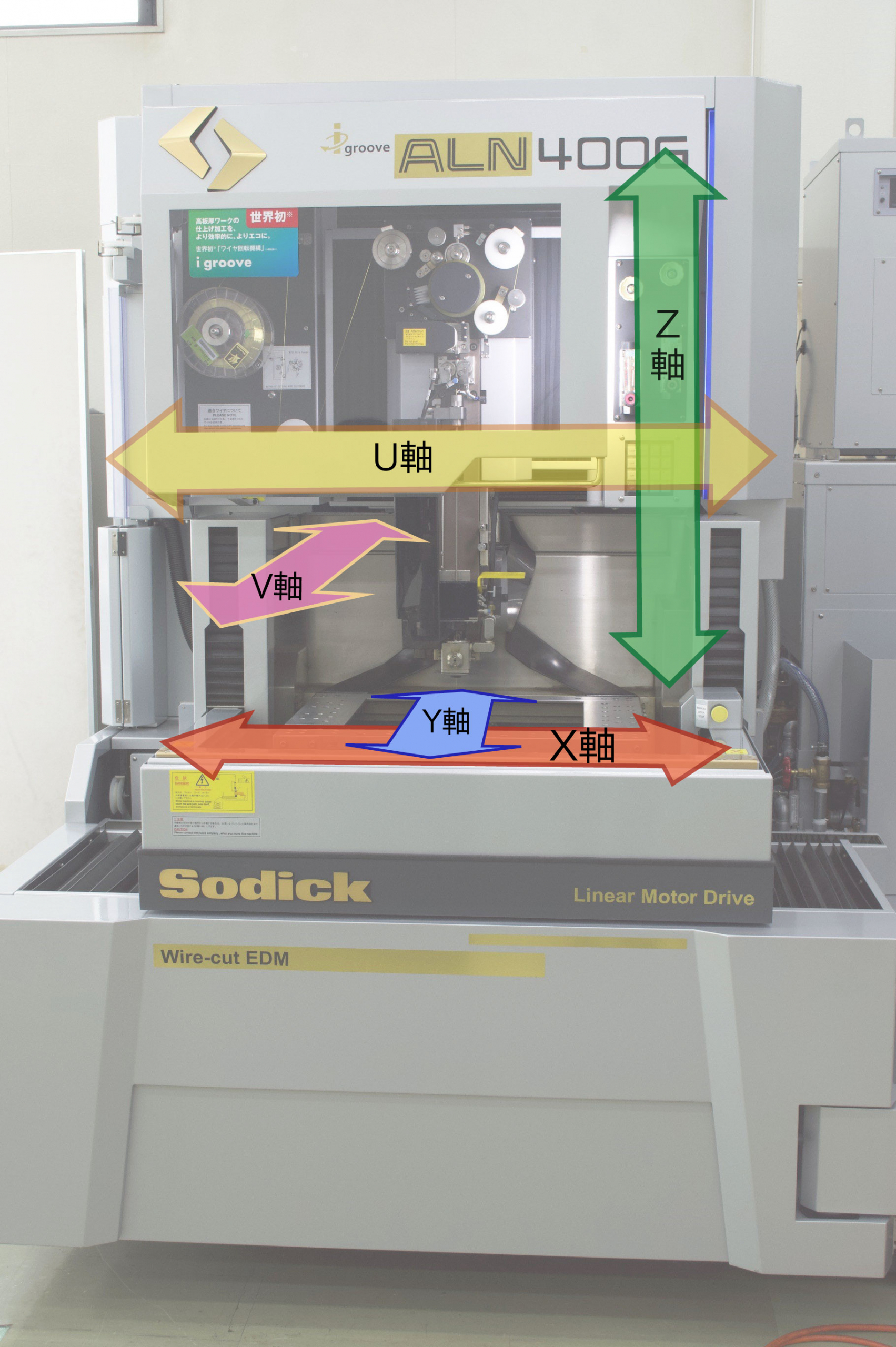
ワイヤ放電加工機の各軸の動き
XY軸:テーブル前後左右の動き
Z軸:上下ガイド部の上下の動き
UV軸:上ガイド部の前後左右の動き
そのため、UV軸を使い上下で違う動きをさせた場合、ワイヤ線が垂直ではなくなるため、ワイヤ線を傾けて加工できます。
傾いた状態で加工することで勾配が付いたテーパ形状や上下異形状を作ることが可能です。
また、XY軸が動く際にUV軸を連動させれば、上部の軸と下部の軸で違った動きをさせることもできます。上下異形状加工は、こうした機能を利用している点を把握しておきましょう。
補足 ~ちょっと一言~
実際にUV軸を動かすには、NCプログラムを操作する必要があります。
NCプログラムとは、加工機を動かすプログラムで主に加工物に対する工具の位置を数値情報(X,Y座標値)で指示するものです。
※ソディックの機械には以下2種類の設定値があります。
テーパ傾斜角度
A{テーパ角度} 単位は度
(例)「A1.0」と入力した場合、1度のテーパ加工指令となります。
テーパ傾斜方向
- G50:テーパ加工キャンセル
- G51:テーパ加工ON(上方が進行方向に対し左側に傾く)
- G52:テーパ加工ON(上方が進行方向に対し右側に傾く)
※G51・G52でテーパ加工ONにした際は、プログラム終了前にG50でテーパ加工をキャンセルしてください。
【初級】使い始めの人がやりがちな失敗は?
超初級では、ワイヤ線を傾けることで加工物に角度をつけて加工したり、上下の形状が違う上下異形状の加工ができることを学びました。では仕組みがわかったのでいざ加工!となっても、そもそも機械をどうやって動かせばいいのかわからない、うっかり軸をぶつけたりして壊したりしたら・・・とても不安ですよね。そこで初級編では実際に加工するにあたって使い始めの方が起こしやすい失敗を未然に防ぐためのポイントを解説します。
加工物を上下逆に設置してしまい、加工物が抜けない
ある加工物から形状をくり抜く加工を行う場合は、上広がりで加工しましょう。通常、ワイヤ放電加工で形状をくり抜いた場合、加工物の上から引き抜きます。
この時、形状の下面側が大きくなる加工を行った場合、上方向に引き抜けなくなってしまいます。こうなった場合、軸を移動して加工物の下から引き抜きを行う必要があります。
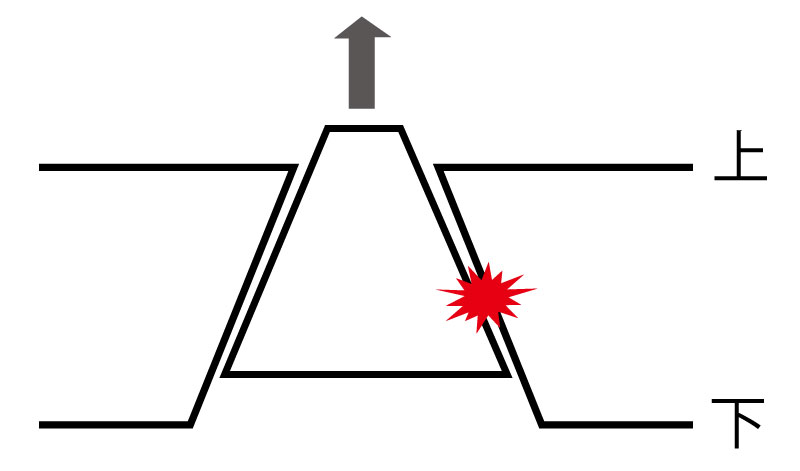
しかし、加工物の厚みによっては下から引き抜けない、加工した加工物を落として傷をつけてしまうなど行った加工がすべて無駄になるリスクがあります。テーパ加工を行う場合は、テーパ加工の傾き方向、加工物のセッティング、加工後の処理などに気を付けて段取り良く作業を行いましょう。
加工物を隅に固定してしまって軸のストロークが足りない
テーパ加工はできるだけ機械の真ん中で行うようにしましょう。ガイドは加工槽内を動くため、動かせる範囲には制限があります。加工物を端に寄せた状態や軸のストロークを端に寄せた状態で加工を行うと、ガイドが動かせる範囲を超えてしまい加工できないケースもあります。
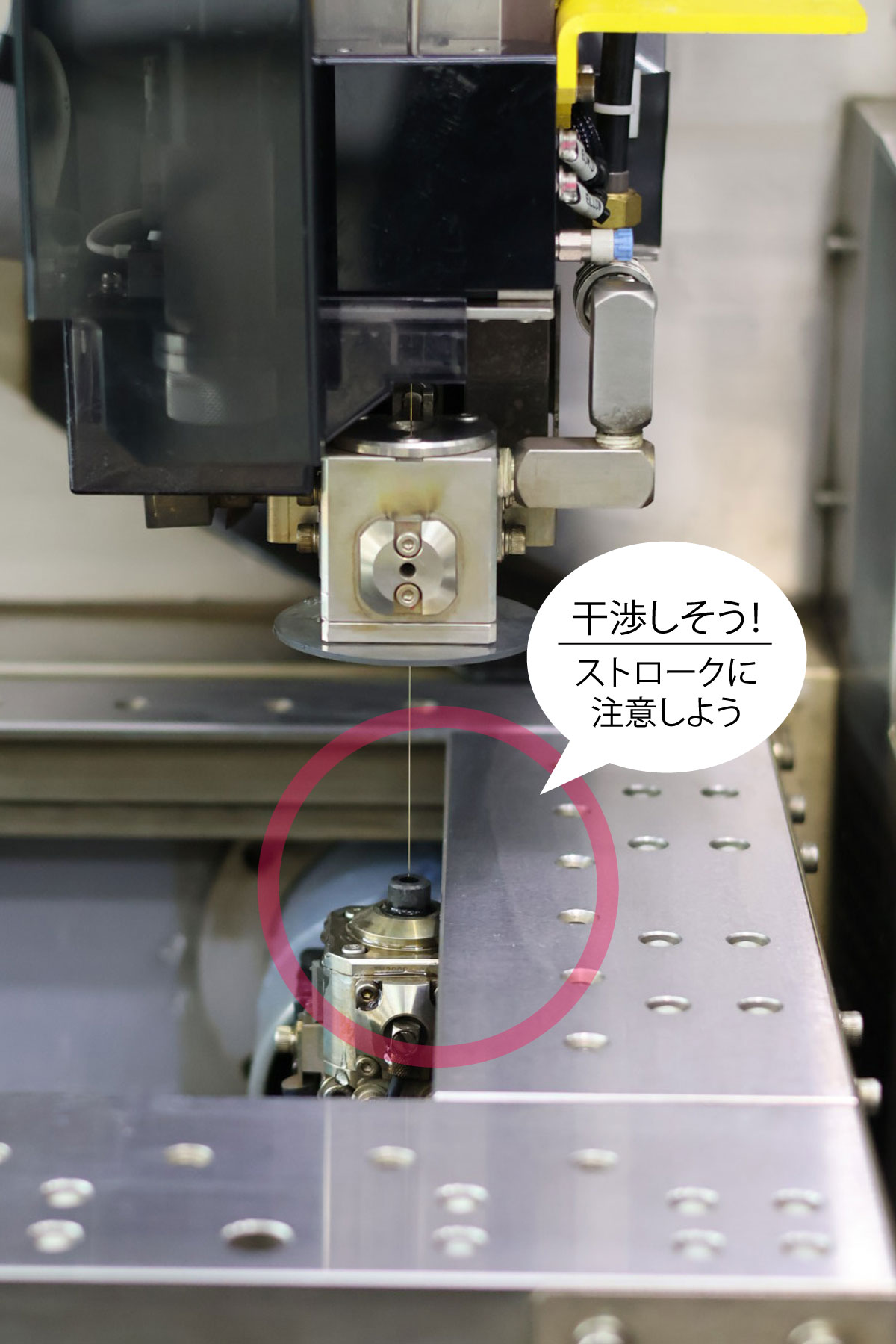
特にテーパ加工の場合、想定よりも軸が大きく動くことがあるため、加工前にドライランを実施し、加工物セッティング位置やプログラムに問題がないかチェックを怠らないようにしましょう。
用語説明
ドライラン
加工前にプログラムチェックを行うための空運転のことで、実際の加工を行わずに各軸を動作させる機能となります。NCプログラムのフォーマットチェックや実際の形状チェックの他、ワイヤ線とノズルの干渉チェックにも使用可能です。
ストローク
軸が移動できる距離
加工中にワイヤ線が断線してしまう
ワイヤ線が断線してしまう場合、ワイヤ線のテンション(ワイヤ線を引っ張る力)を弱くしてみましょう。テーパ加工は通常の加工と比べて、次のような理由から断線のリスクが高まります。
- 噴流は上下ノズルからまっすぐ出るため、テーパ加工中は放電溝に直接当たりにくいです。そのため、加工くずの排出が困難になり、ワイヤ線が異常放電を起こす原因となります。
- テーパ加工時はワイヤ線が傾いている状態であることから、ガイドにワイヤ線が当たり、摺動抵抗(加工時にワイヤ線とガイドが擦れて、抵抗が発生すること)が大きくなります。
テーパの角度が大きい場合、ワイヤ線の剛性(変形のしづらさ)によって支点が変化します。ワイヤ線が面に均等に当たらず、一点に集中放電した場合、その箇所から断線する可能性が高くなる点に注意が必要です。また、細いワイヤ線を使用した場合、ワイヤ線にかかるさまざまな力でワイヤ線が振動し、断線しやすくなります。
補足 ~ちょっと一言~
ワイヤ線のテンションを弱くする以外には、伸ばしても切れにくいソフトワイヤに変える、ノズル径の大きいものに交換するなどの対策があります。こちらに関しては、他の記事で紹介する予定です。
ノズル
噴流を加工物に充てるための機構。ノズル径により最大ワイヤ傾斜角度が異なります。
ガイド
ワイヤ線を支えるダイスガイド。通常はワイヤ線に対して5,10,20㎛大きくなっています。
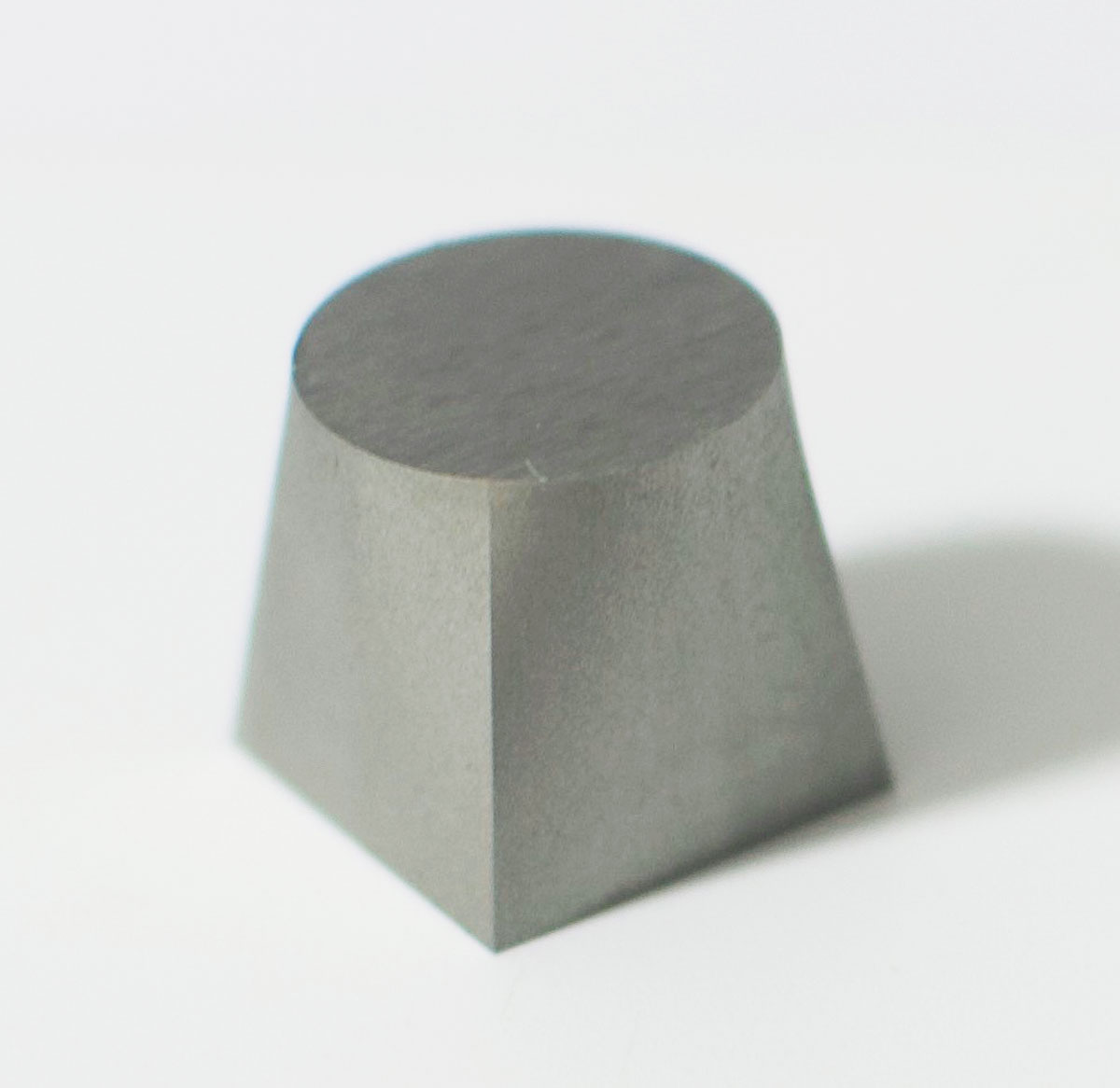
加工事例
これまで述べてきたようなポイントを押さえることで、次のような形状に加工できます。
右:5度のテーパー加工事例の下面側
【中級】扱いに慣れてくるとやりがちな失敗は?
テーパ加工の仕組みを理解し、実際にできるようになったらいよいよ図面指示の形状に挑戦!中級ではテーパ角やコーナーR、形状寸法など図面通りの形状や目標とする形状を作製するために気を付けなければいけないポイントや見逃しがちな注意点などを解説します。
テーブルとガイドの距離やノズルへの干渉など、様々な要因が関わってくるものの、マスターすれば大きなスキルアップが期待できます。
ポイントを理解し、目標通りの形状を作れる、図面通りに再現できるスキルを手に入れましょう。
形状寸法は出ているがテーパ角が出ない
上下ガイドとテーブル間の距離を正しく設定することが重要です。テーパ加工は上下ガイド間距離によりUV軸の移動量を計算し、上側の軸を前後左右に動かして加工を行うため、高さの設定(上下ガイド間距離)が変化すると、加工する角度に変化が出てしまいます。
特にストレート部分の途中から浅いテーパをかける加工では、高さ方向の変化が加工物のテーパ面の精度に大きく影響します。
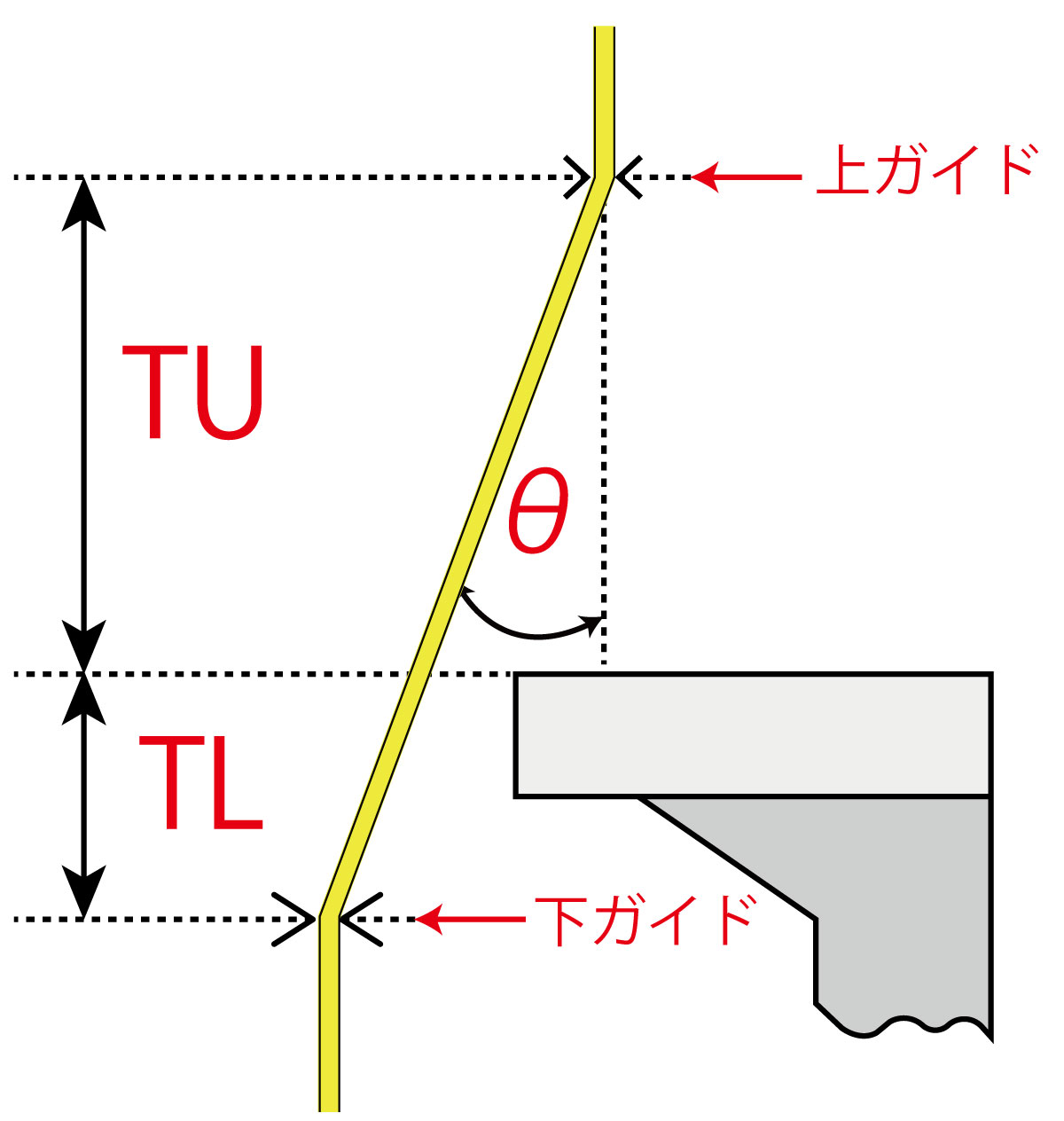
高さ(上下ガイド間距離)の変化による角度関係のイメージ図
TU…テーブル-上ガイド間距離
TL…テーブル-下ガイド間距離
θ…上ガイドを基準としたワイヤ線の角度
テーブルと上下ガイド間の距離を測り直し、入力値を変更すれば修正可能です。より高精度な加工を行うには、テーパ補正機能を活用しましょう。
補足 ~ちょっと一言~
ソディックの機械では、画面上で簡単に修正ができます。
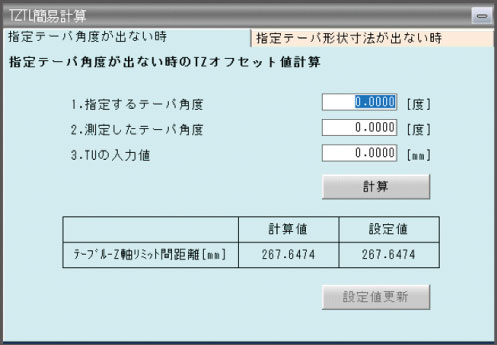
ソディックの機械が搭載するテーパ補正機能画面
また、弊社のオプション機能として、「Taper Flex NEO」があります。「Taper Flex NEO」は、高精度テーパ加工用のテーパ角度調整・測定用の治具と内蔵ソフトウェアです。
治具の厚みは30mm / 60mmの2種類があるため、加工物に近い厚みの治具を使用してください。
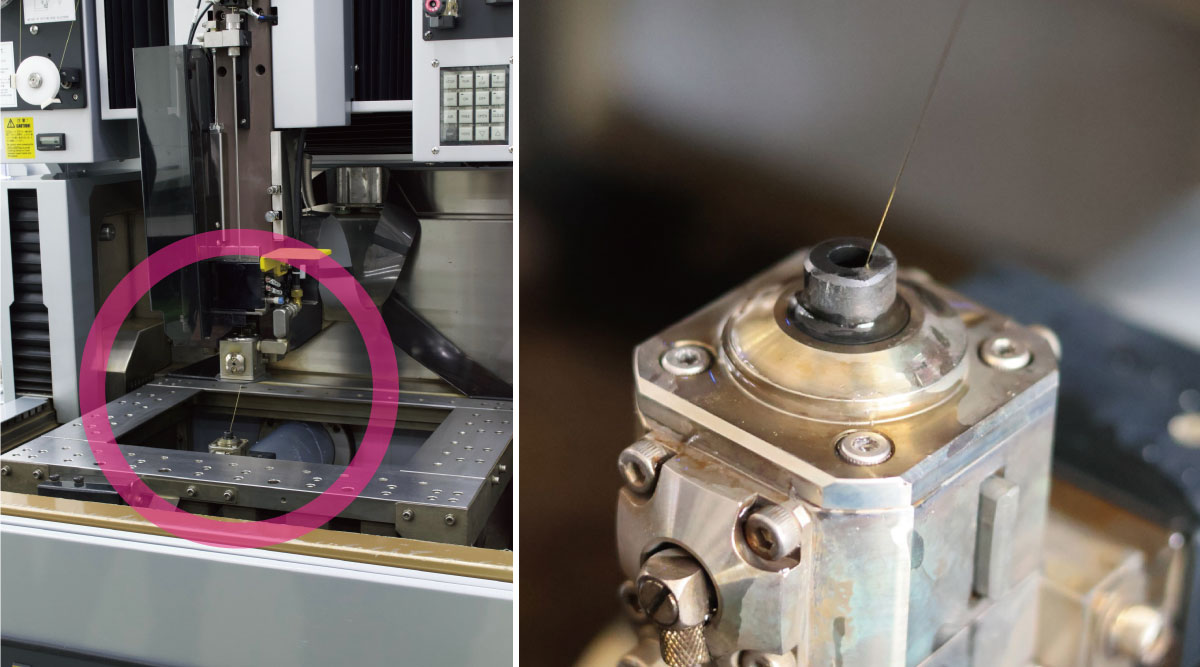
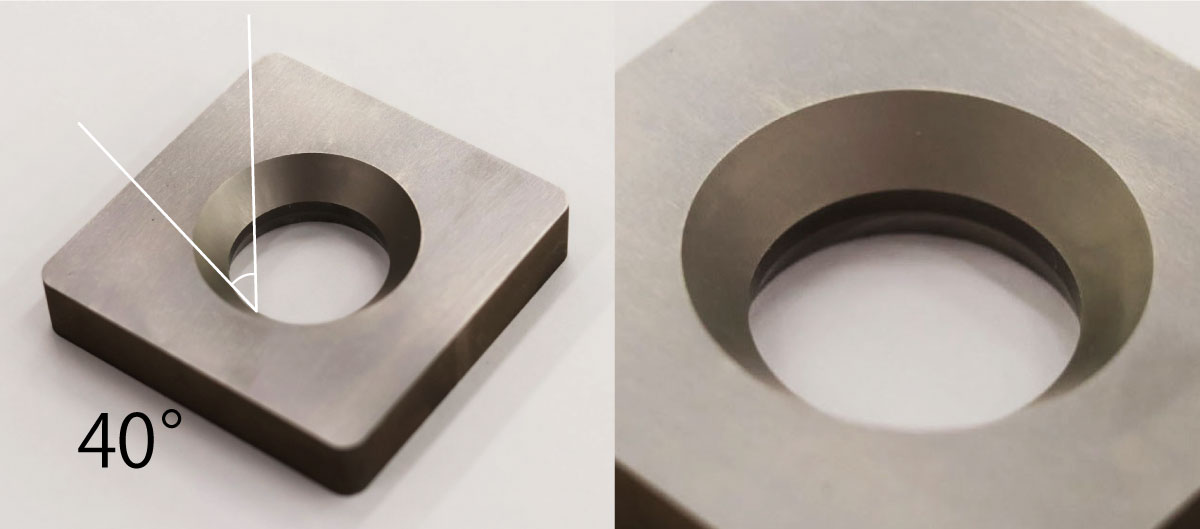
ワイヤ線がノズルに干渉してしまう
テーパ角度が大きいケースでは、ワイヤ線がノズルに干渉します。ワイヤ線がノズルに干渉してしまうと、干渉部分がテーパの支点になり、上下ガイド間距離が変化してしまうため、角度が変わってしまいます。また、大きな角度の加工ではワイヤ線に対する摺動抵抗も大きくなるため、角度に応じたノズルやガイドへの変更が必要になります。
補足 ~ちょっと一言~
ソディックには最大テーパ角度45°まで加工可能な「テーパーフレックス用 Rダイス」というダイスガイドや「テーパーフレックスノズル」があります。専用のダイスガイドやノズルへ交換することで、10°より大きな広角度テーパ加工を安定して行えるだけでなく、加工面質の向上や、加工速度の向上も図ることが可能です。

テーパーフレックス用Rダイス
上下同一R形状が再現できない
上面と下面両方のR形状を指定しましょう。
図面・加工指示では、コーナーRの指示が上下同一Rと記載されている場合があります。しかし、プログラムにおいて基準面からの角度を指定しただけでは、Rの大きさが高さによって変わってしまいます。
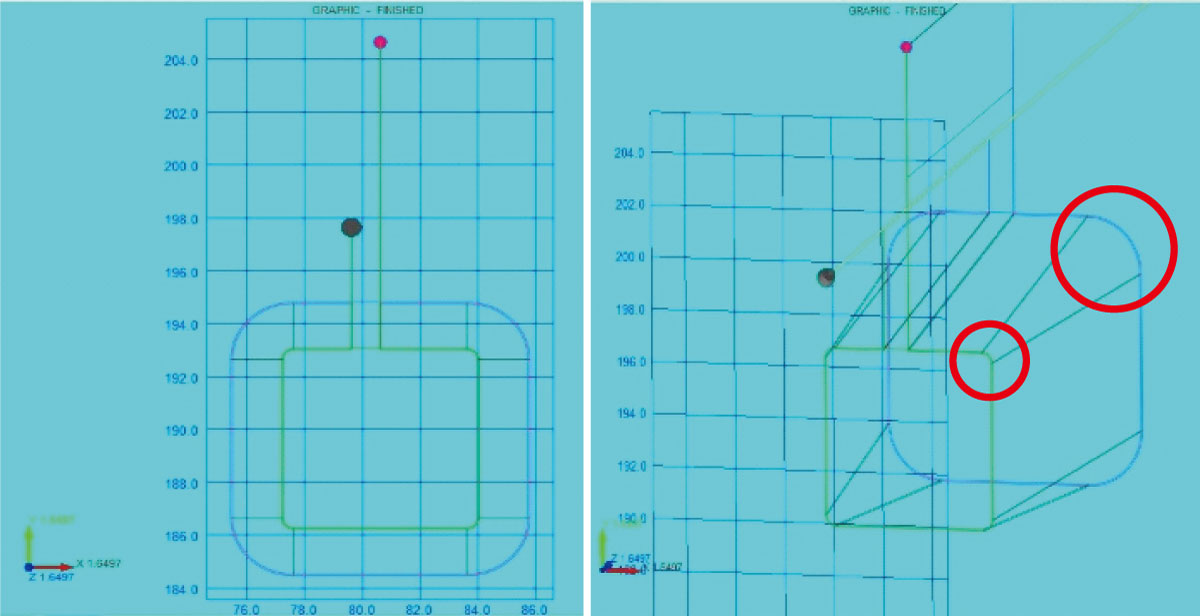
通常のテーパ加工のコーナーRの図面。
赤い部分が上面と下面でコーナーRのサイズが変化してしまっている。
そのため、上面と下面のRの大きさが等しくなるように加工形状の指定が必要です。
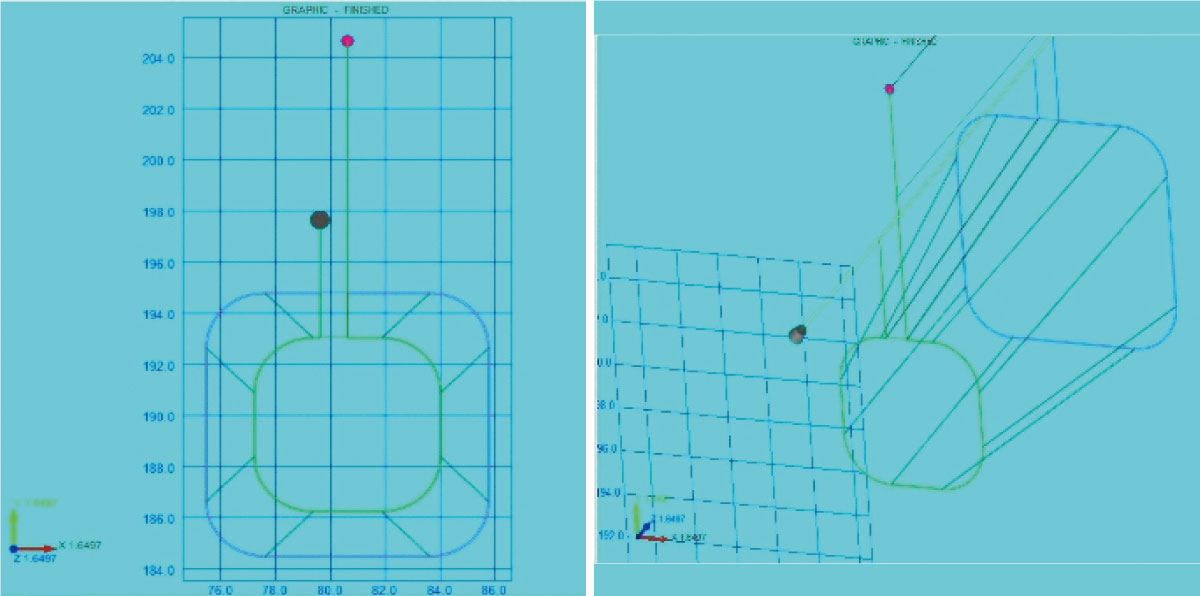
上下コーナーRの大きさが等しくなるように指定した場合の図面。
写真左は正面から見た場合。写真右は反対側から見た場合。
補足 ~ちょっと一言~
ソディックの機械には現在、標準で「Heart-NC」というワイヤCAMが搭載されています。「Heart-NC」とは加工形状を作製可能な2次元自動プログラム作成機能です。上下同一R形状を始め、上下異形状やコアレス形状、インボリュート歯車・自由曲線などのプログラムを簡単に作成し、加工できます。
加工事例
これまで述べてきたようなポイントを押さえていれば、次のような形状を加工することができます。
【上級】ベテランの方でもやりがちなミスとは?
テーパ加工を用いて図面通りの形状を作製できるようになれば、次は精度を上げていく段階になります。面粗さを追求しつつ、より高精度な加工を行うには中級までにご紹介したポイント以外に、加工条件も密接に関わってきます。加工物の板厚や材質、ワイヤ線の送り速度や振動など、ワイヤカットのスペシャリストを目指す方向けへ押さえておきたいポイントをご紹介します。
面粗さが出ない
通常の加工とは違う加工条件へ変更しましょう。 テーパ加工を通常の加工と同様の加工条件で実施する場合は面粗さを出すのが困難になります。ワイヤ線は常に振動しており、また上下ノズルからの噴流の掛かり方も変化するからです。
テーパ加工では上下のガイドが別々の動きをして加工を行うため、上面と下面で加工速度に差が出てしまいます。その結果、上面と下面の仕上がりに差が出てしまう場合があります。
また、同じ1ブロックの移動距離だとしても、上下のガイドは次のブロックの動きを予測して動くため、角度が変わると加工速度が変わってしまうことも理解しておくと良いでしょう。
補足 ~ちょっと一言~
1ブロックとは、NCプログラムの1行のことで、例えば「G01X10.0」など1行で記述されているものになります。
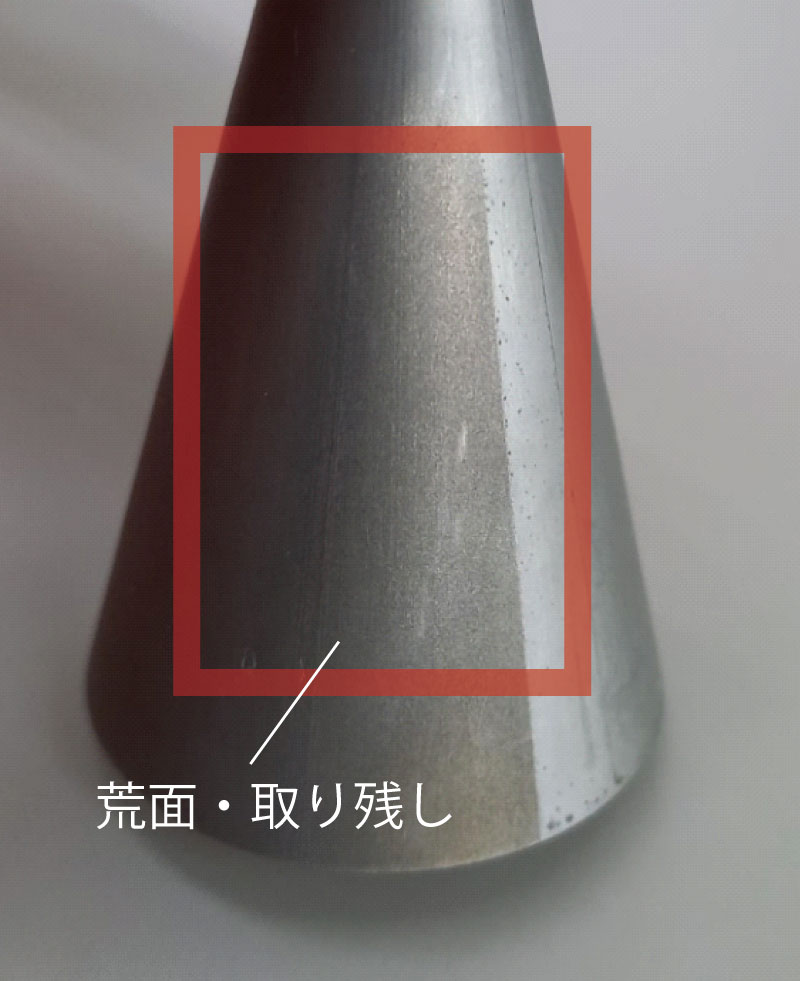
加工スジが出てしまう
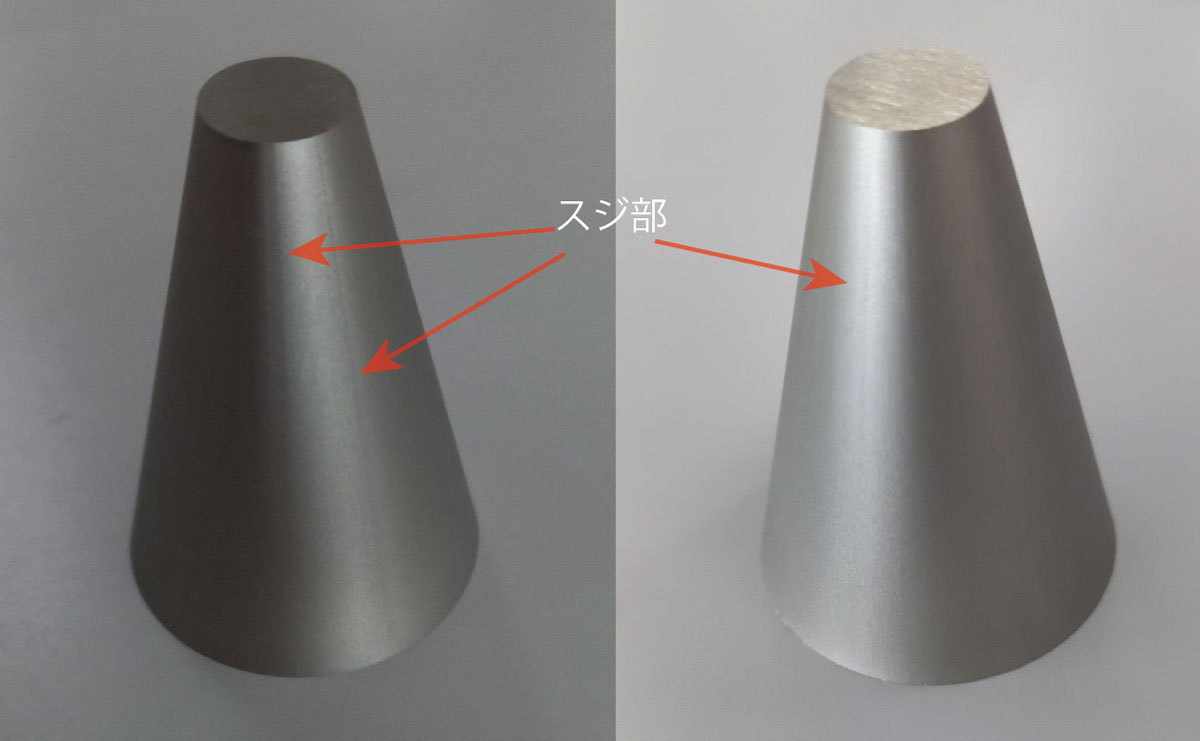
加工スジを無くしたい場合は、各加工条件の加工速度や寄せ量などの調整を行いましょう。高角度のテーパ加工を行う際にもワイヤ線がガイドに擦れて波打ち、スジが発生する場合があります。ガイドやノズルを高角度テーパ用のものに交換しつつ、ワイヤ線も柔らかい軟線を使用すれば、スジの発生を抑えられるケースもあります。
テーパ加工を行う場合、ワイヤ線にも摩擦の負荷がかかり、加工中の噴流の掛かり方も良い状態ではありません。加工物の上面と下面の加工速度の違いにより、通常の加工とは全く異なった放電状態となります。そのため最適な加工条件や状態が必要となります。
補足 ~ちょっと一言~
ワイヤ線を軟線に変更・ガイドをテーパ加工専用のものに変える方法も加工スジを防ぐために有効な方法といえます。
加工事例
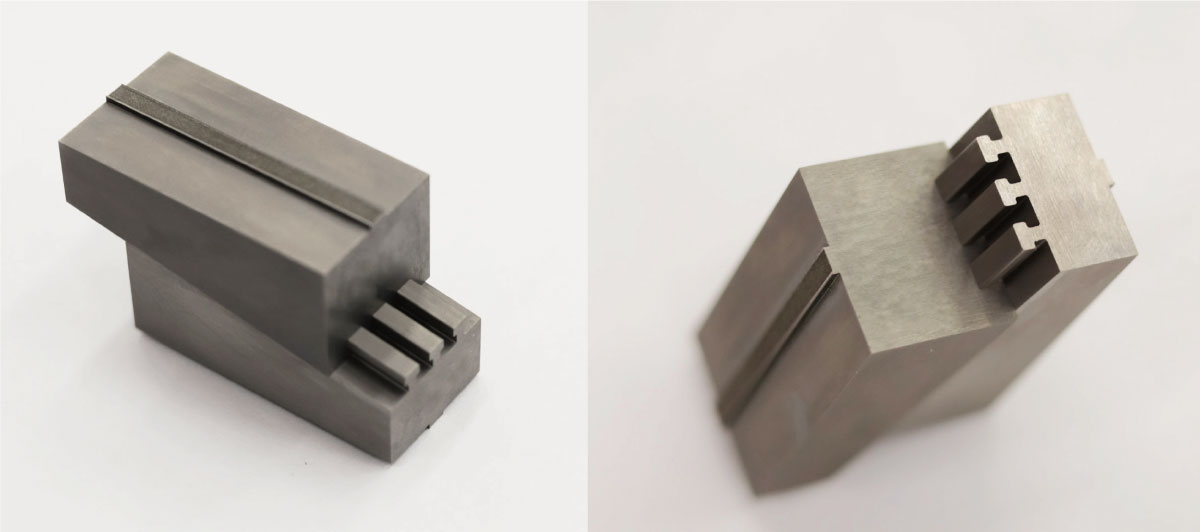
これまで述べてきたようなポイントを押さえていれば、次のような形状を加工可能です。
まとめ
いかがでしたでしょうか?
本記事ではテーパ加工の仕組みから上手に加工するポイントまで解説いたしました。
テーパ加工の加工技術を習得することは難しく、加工機の使用方法はもちろんのこと、加工前の準備や確認作業が非常に重要になってきます。
テーパ加工について、まだまだお伝えしきれていない部分もございますので、ご質問等ございましたらお気軽にお問い合わせいただけますと幸いです。
今後も放電加工に関するさまざまな記事を更新していきますので、どうぞご期待ください。