要点①
“多关节机器人”
反复顺畅地更换电极、工件,对合计100 个及以上的工件全部进行自动加工。
实现自动化的

自由度高、可灵活应对
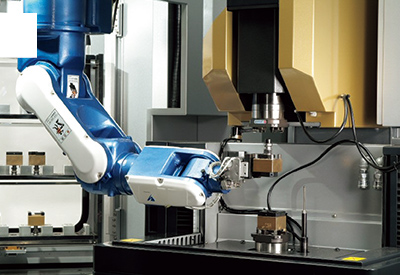
电火花放电加工机 + 多关节机器人的组合。
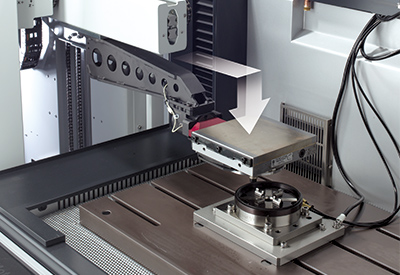
由多关节机器人搬送(安装、拆卸)电极、工件。通过多关节机器人提升系统,具有自由度高的特点,可以实现电极和工件储料器布局、吹气工序以及三维测量的自动化等。根据搬送物的重量选择机器人尺寸。

在放电加工的效率化和自动化方面,提供具有良好实绩的EROWA ITS系统。
夹紧时的重复精度为2μm以下,可进行90°×4分度,夹紧力高、可从电极制作工序直接运行,是一种在自动化系统中实现高精度线外准备的刀具系统。


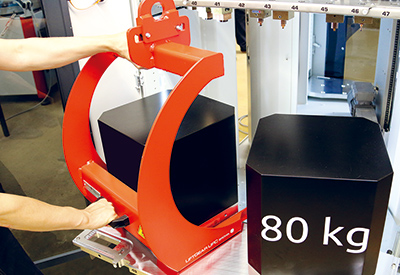
可搬送较重的工件
最大搬送载荷:80kg
10 个 ITS 148 托盘位置
33 个 ITS 托架位置
SRC80的入门工具包具有带有调度程序“ JMSPro”的类型(选件)。

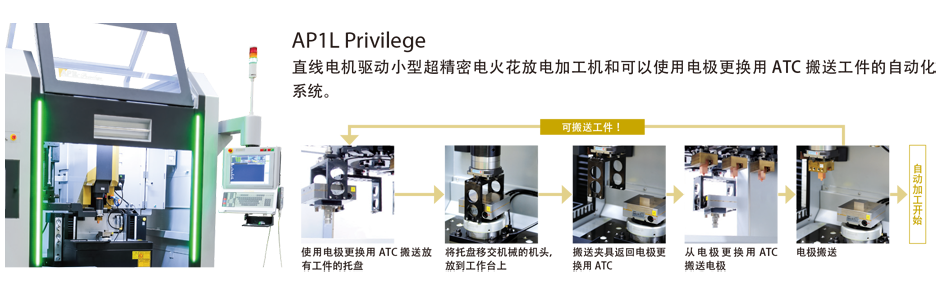
更换自动电极的标准
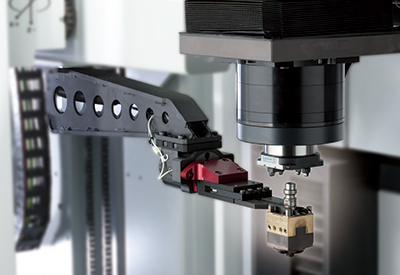
采用选配的ATC规格,配置不仅简单,而且节省空间,即使在没有调度程序的情况下运用,也可以实现电极更换的自动化。
AL系统配备的选件包括:设置在主机左侧的独立型ATC单元“ATC-16E
”、“ATC-32E”、以及设置在加工槽右侧、简易且节省空间的ATC单元“ATC-12S”、“往复ATC”。(有关支持机型及规格,请咨询营业人员。)
实现自动化的
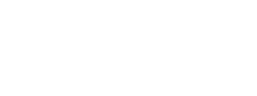
本公司自行开发、制造
三维CAD/CAM 系统
可根据产品的三维模型创建加工程序。
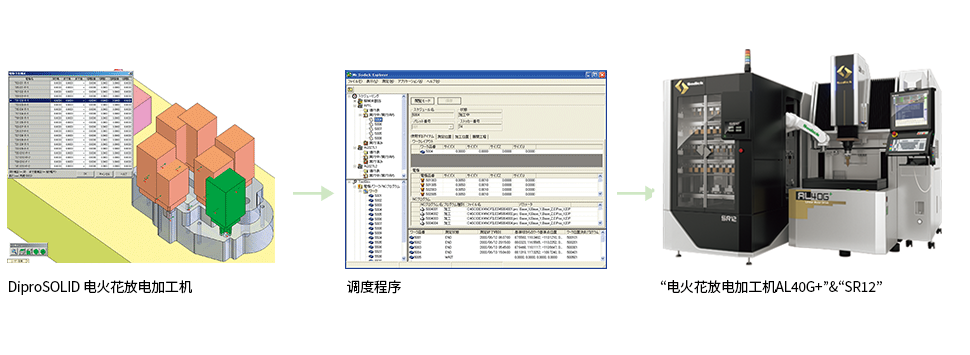
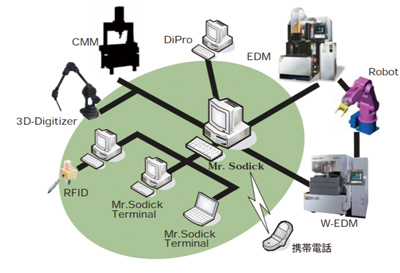
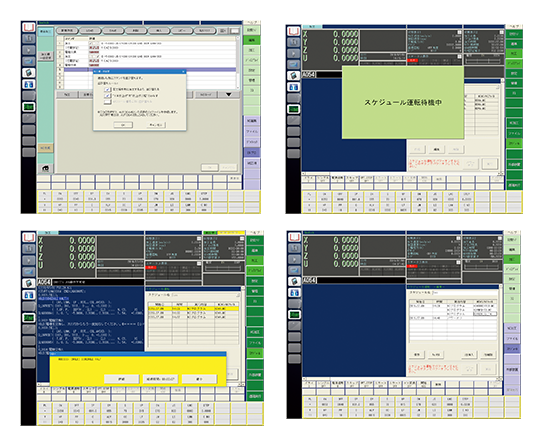
通过对设计信息(定位、加工程序、位置坐标、工件信息等)和现场信息(外部单元的测量值、储料器的信息)进行统一管理,以消除繁杂作业的自动化辅助调度程序。
利用NC 装置中标配的加工程序创建辅助功能“LN 专家”通过简单输入,即可进行基础的调度运行。无需准备、加工、调度程序方面的深度知识,即可自动更换多个电极、工件。

集中各机械的运转状态,进行远程统一管理、分析,帮助提高生产效率。


实现自动化的
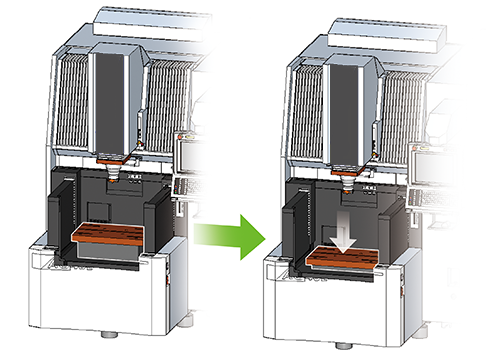
AG series
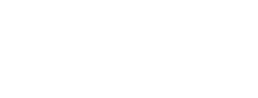
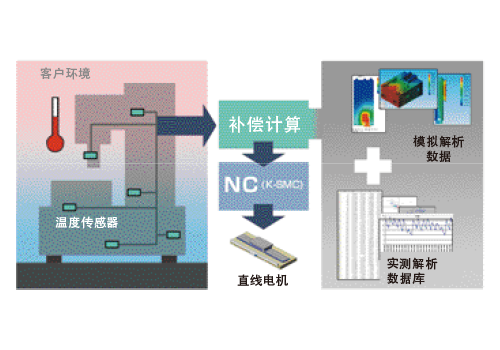
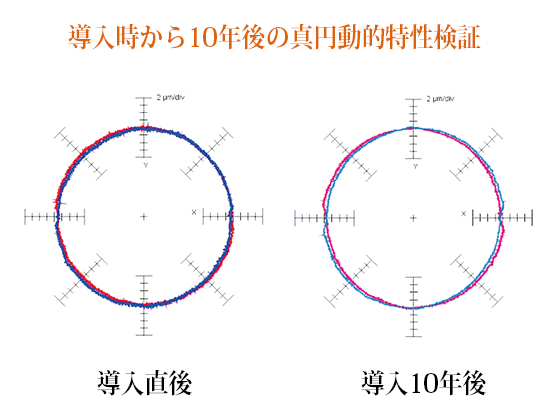
直线电机驱动具有极高再现性和长期稳定性的特点,在“产品制造的自动化”方面是机床所要求的最重要因素。
沙迪克电火花放电加工机的XYZ 3 轴全部搭载本公司自行开发、制造的直线电机驱动。
实现自动化的
主题①

要点①
反复顺畅地更换电极、工件,对合计100 个及以上的工件全部进行自动加工。
要点②
结构上将电极、工件的夹具尺寸进行统一,从而减轻构建系统时的繁琐。
要点③
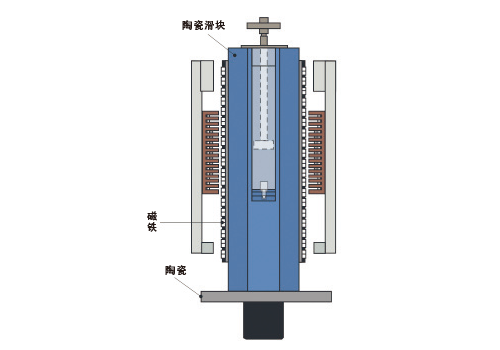
使用机器人取出加工后的工件,通过干燥工位(吹气工序)去除加工液。
要点④
配备先放下工件,再从其他角度重新抓取工件的取换工位。使用旋转轴加工,以及弥补机器人的活动范围时等,可以有效利用有效的空间。
主题②
要点①
可通过NC装置标配的“LN专家”简易调度程序功能进行运用,所以可构建简单且舒适的系统。
要点②
使用选配的ATC单元,自动更换电极和工件。由于不使用其他机器人,所以还具有易维护的特点。
要点④
兼具热变位抑制和安全性的全方位规格。3色LED的颜色会随运转状态而改变。
主题③

要点②
实现加工中部分线外准备的自动化。通过使用简易预调装置事先测量下一工件,可正确且稳定地进行连续加工。
要点③
以1台机器人为中心,使多台机械呈点对称配置。可在2台AL60G中使用相同的NC程序。
要点④
通过始终监视程序运行的软件系统,可远程实时确认加工进度情况。