- Language:
- JPJapanese
- ENEnglish
- CNChinese
-



- 8


OPM350L/OPM250L
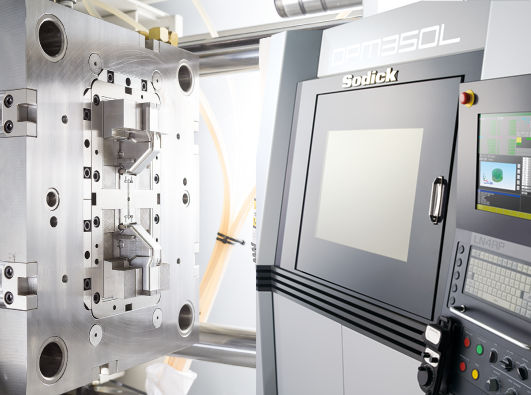
Sodick的精密金属3D打印机“OPM系列”从根本上改变了塑料制品成形的模具制作,构建起模具一体化制造体系,其在制造上实现了划时代的性能。
实现了成形品的生产率提升、缩短了准备时间、大幅降低了成本,这在以往对复杂工艺及娴熟技术有要求的生产体系中是不可能做到的。同时,通过运用IoT(Internet of Things),使得模具制造现场的无人自动控制、远程生产操作变为可能。从而在整体上实现大幅省时省力。
Sodick集团以自创业以来继承至今的“世界上没有的东西我们自己造”的精神为原动力,以Sodick拥有的全程制造工艺的核心技术为用户提供一站式的解决方案。
提供实用的金属3D打印机相关的一站式解决方案。
An one-stop solution of
a practicing precision metal 3D printer is proposed.
精密金属3D打印机OPM系列的出现,使得业界的首个“一站式解决方案”变为可能。线切割放电加工机、电火花成形加工机、射出成形机、加工中心等,通过Sodick集团引以自豪的丰富技术之间的联合,可以对从设计到成形加工为止的所有工序提供支持。激光造型加工、高速铣削加工可在同一机械上实现,使得以往的切削加工中不能实现的复杂、自由度高的造型加工及高精度精加工变为可能。

OPM系列可在1台机器上连续执行激光加工&高速铣削加工。
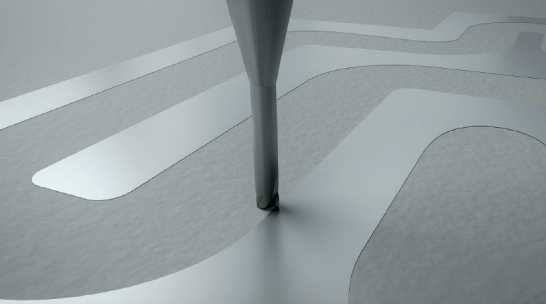
将金属粉末均匀涂覆(多层涂覆工序),再以激光照射该金属粉末使其熔融凝固。之后,通过使用旋转工具执行基于高速铣削的高精度精加工,可以获得仅靠层压造型所无法获得的高品质形状加工。

Sodick采用了将可塑化和射出工序分离的V-Line®方式,并根据此方式开发了零逆流方式。计量后会主动切断通路,并执行接下来的射出动作,因此可以将计量的树脂全部注入模具中。V-Line®方式的出现,使我们获得了正确的充填量, 并可实现稳定成形。

通过采用了最新设备的“Smart Pulse”的放电控制技术和独有的直接张力伺服机构,同时实现无与伦比的高速加工和高精度加工。此外,通过搭载了电极丝垂直功能的高速自动接线装置(FJ-AWT),可发挥极高的接线率。由此,可以削减作业所需工时并可实现长时间的高速无人运转。

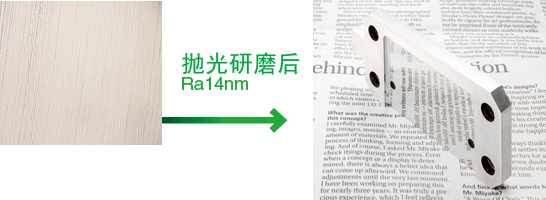
标准搭载新放电稳定加工系统“Arc-less Plus”,可大幅缩短加工时间,并可通过削减电极制作根数降低综合成本及减少人为失误。此外,通过可实现高品质加工的“SVC回路”,可在较短时间内获得高品质的梨皮面或镜面效果。

通过采用了最新设备的“Smart Pulse”的放电控制技术和独有的直接张力伺服机构,同时实现无与伦比的高速加工和高精度加工。此外,通过搭载了电极丝垂直功能的高速自动接线装置(FJ-AWT),可发挥极高的接线率。由此,可以削减作业所需工时并可实现长时间的高速无人运转。

精密金属3D打印机的模具积层加工法
OPM系列是能够把金属粉末均匀平铺(多层涂覆工程),并以激光照射方式,使该金属粉末熔融凝固,之后再利用旋转工具进行高速铣削的高精度精加工全自动机械。熔融凝固金属粉末的激光振荡器采用500W输出的光纤激光,实现了高速的金属3D打印机。
OPM系列搭载45000min-1的主轴,可与具备高速、高精度驱动的自主研发直线电机发挥叠加效应,借此实现更高速、更精准的加工效果。 此外,标准配备也进一步搭载了自动工具交换装置及自动工具长测量装置,实现了长时间连续自动运转的可能性。
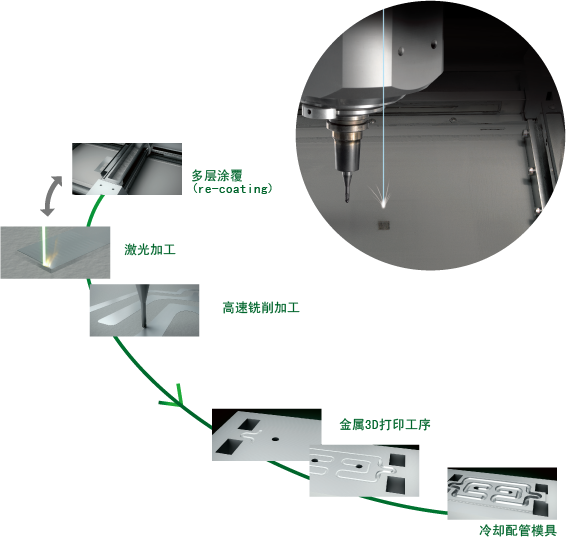
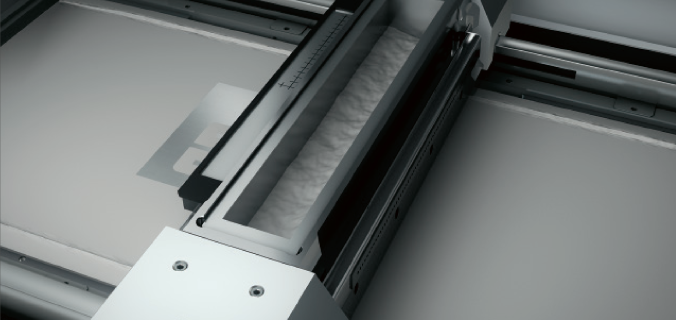
多层涂覆(re-coating)
反复进行金属粉末的多层涂覆与激光烧结。
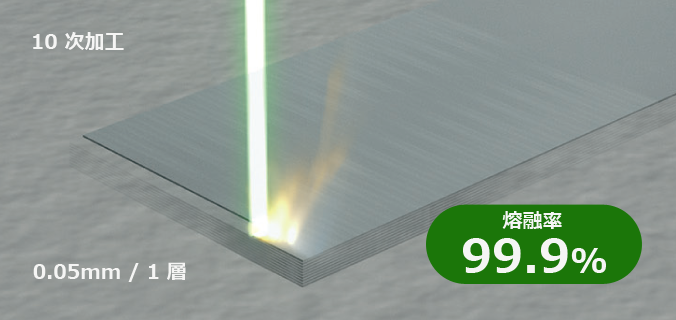
激光加工
进行10次激光加工后,进行切削加工。
通过反复该步骤,逐步3D打印(积层)出工件。
※我们的法规的金属填充率指标
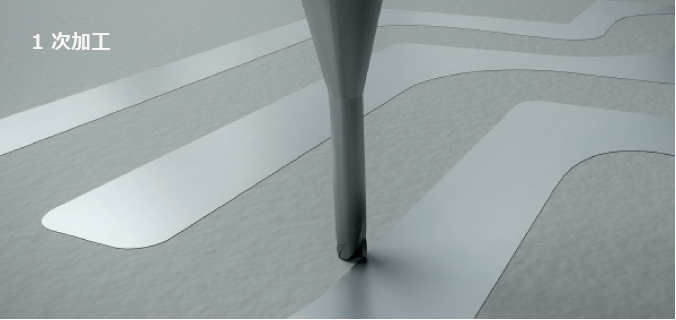
高速铣削加工
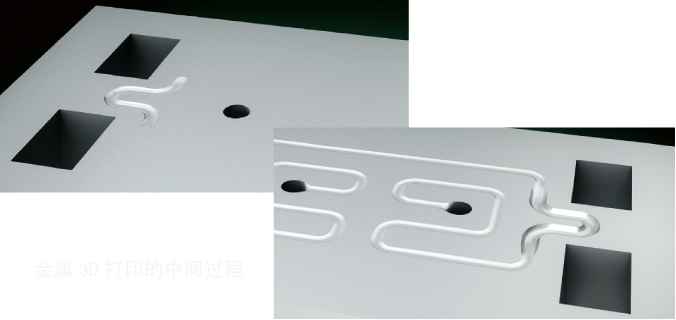
金属3D打印工序
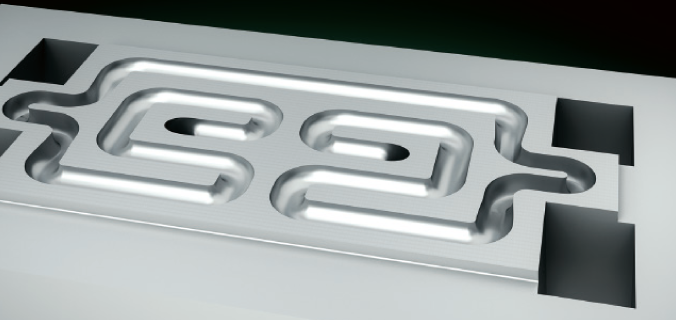
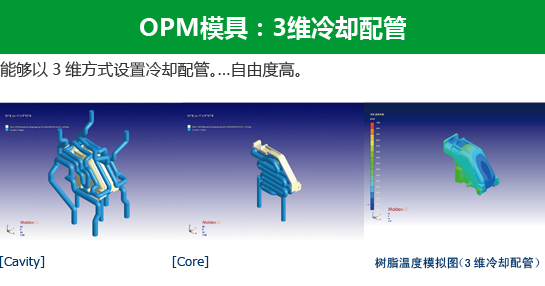
冷却配管模具

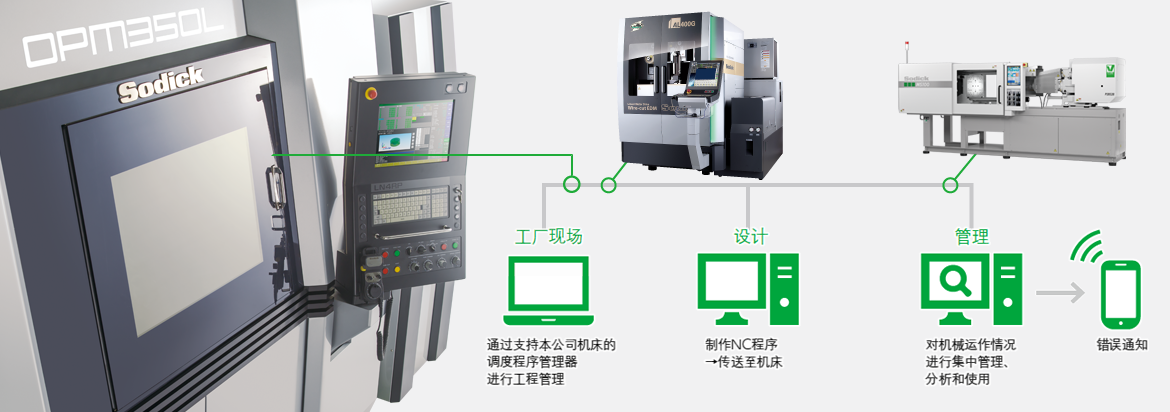
自家制NC装置及专用CAM OS-FLASH
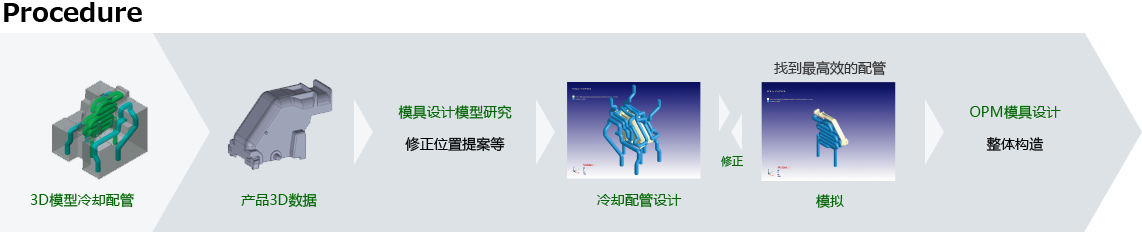
可通过配管设计辅助软件CAD设计3维冷却配管内置模具,通过CAE实施树脂温度模拟。之后,将已最优化的模具3维CAD数据读取至专用CAM“OSFLASH”中,制作NC程序,并直接地一站式地提供给NC装置“LN4RP”电源。
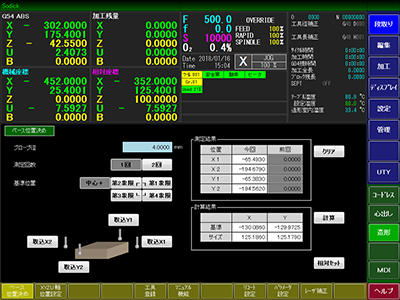
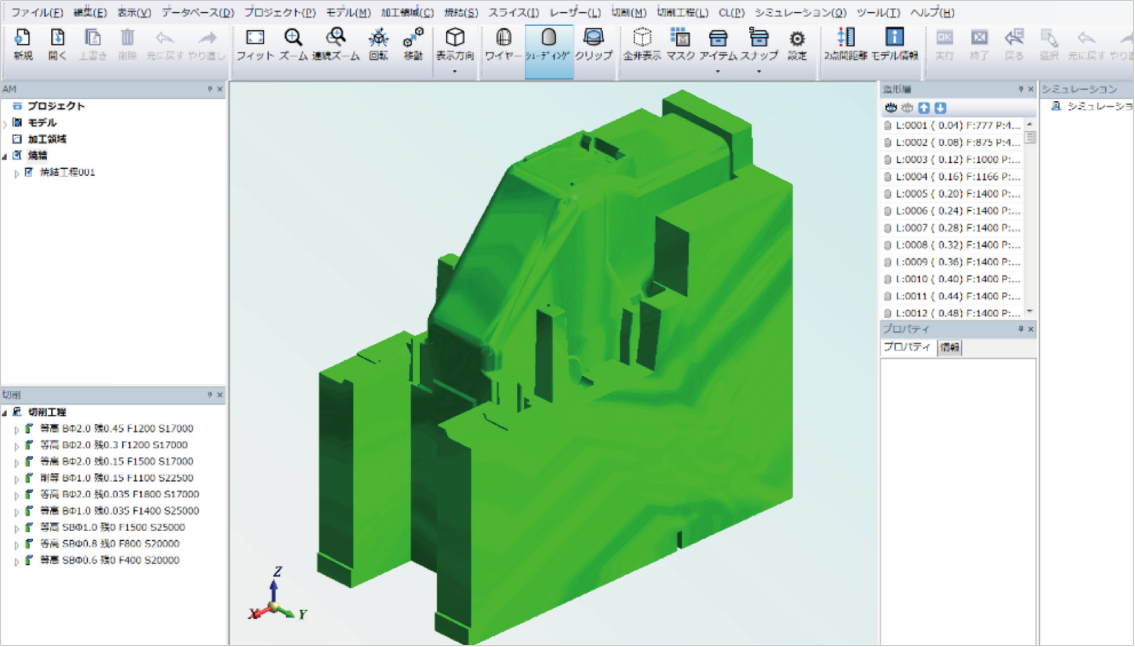
可简单进行造形加工前的各种设定作业。可利用拖放方式输入造形数据。

对激光加工进展情况一目了然的执行画面。

可从CAM获取工具信息,了解设置状态和工具的使用情况。
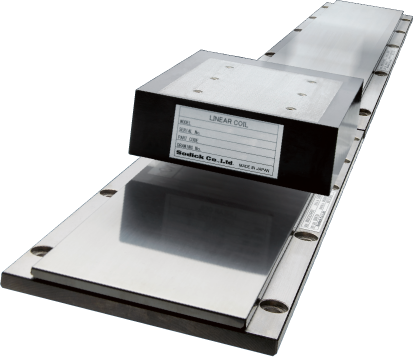
根据来自“NC 装置”的指令,正确控制高速且高精准直线电机的动作。自主研发、制造的Sodick运动控制器(K-SMC)可对高速、高加速、正确的定位进行精确的控制。
采用自家开发、制造的高性能直线电机,采用不需要滚珠螺杆的直接驱动方式。可半永久性地维持滚珠螺杆方式无法实现的无背隙正确轴转动。紧凑配置高速铣削加工与激光烧结加工的驱动轴,使机器布局更节省空间。
Sodick长年以来积累了丰富的高速铣削加工中心机之高速且高精度的切削加工技术。“OPM系列”采用了在高速铣削加工中心长期积累的切削技术经验,实现了应用范围广泛且稳定的精加工。
本机构造采用Sodick独自开发的腔室构造技术,该技术曾运用于2003年9月问世的电子束PIKA表面加工装置“PF00A/PF32A”,10多年来不断进化完善。由此,维持了较高的惰性气体浓度,实现了稳定的激光烧结加工。
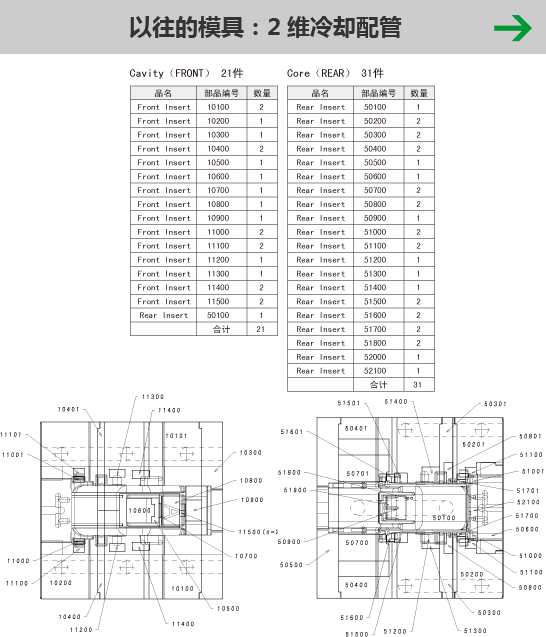
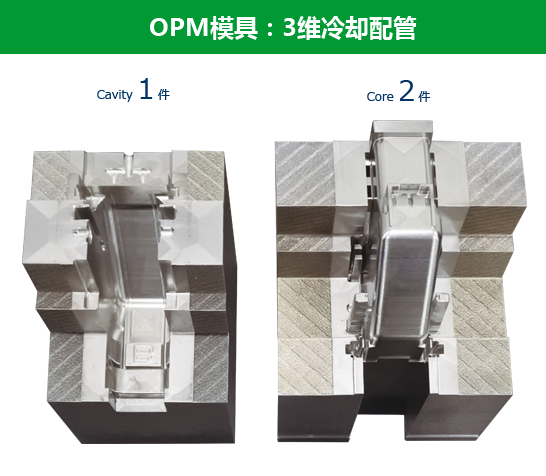
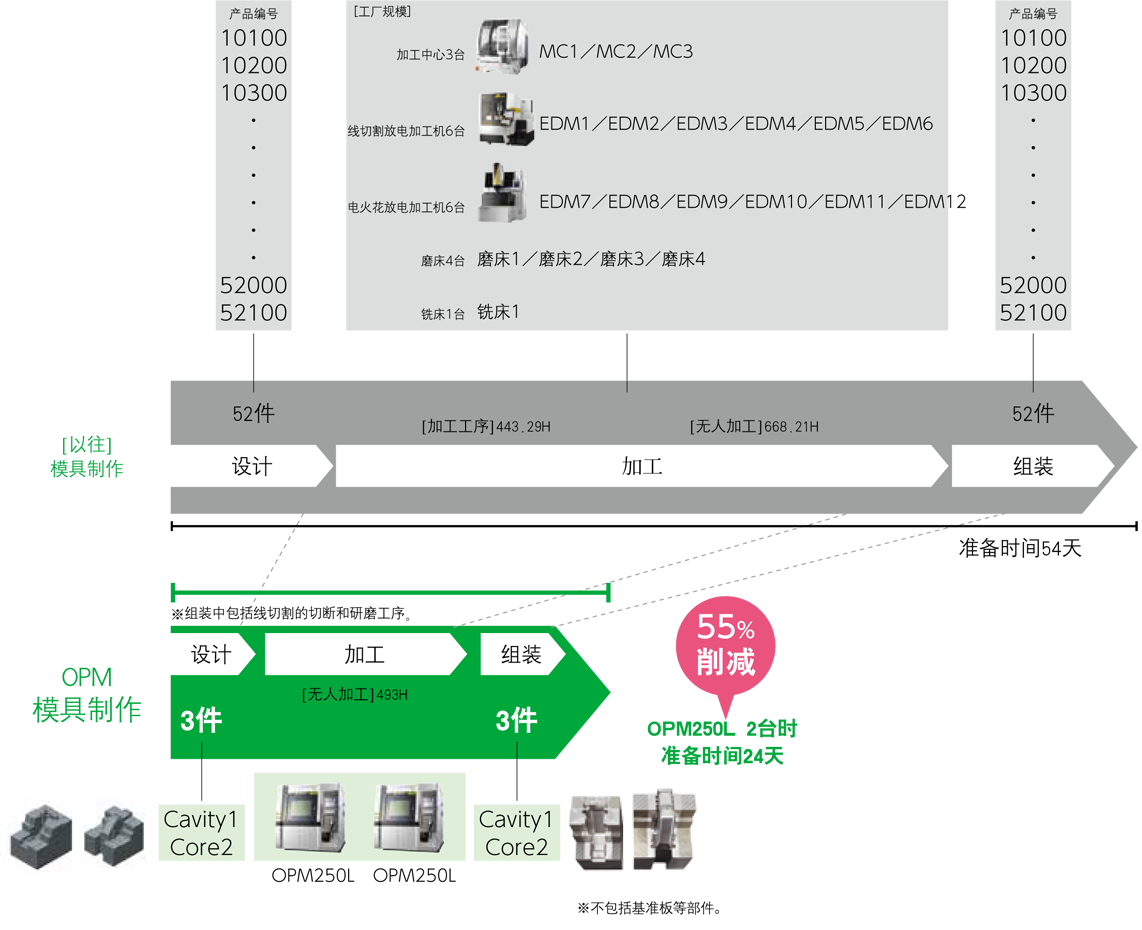
以前需要许多零部件和多台机床配合的复杂的模具制造工序中,熟练技术工的技术经验是不可或缺的。但在金属3D打印机所构建的生产体系中,模具为一体化制造,因此制造机械只需OPM系列即可。 此外,OPM系列可以以较高的烧结密度进行模具加工,以此实现高品质的精加工。也就是说,使用高质量模具数据,可在任何地方以无人方式制造相同品质的模具,轻松实现由设计部门远程控制生产的“模具IoT(Internet of Things) ”。由此,不仅可以削减成本、缩短准备时间、减少工时,极大地节省劳力并实现自动化,而且还能在任何地方制造出相同高品质的产品。
Sodick NC装置针对网络连接采取了各种各样的对策。
LN4RP电源中,
• 采取了基于FBWF(File Based Write Filter)功能的系统保护
• 非CNC系统文件,禁止执行
• 经由FTP的电源和外部PC的数据交换
• 禁止连接非Sodick认证USB存储器
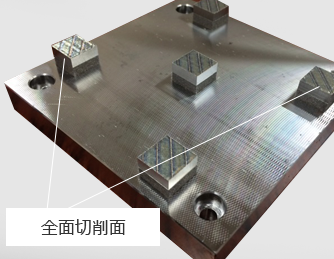
模具加工需要高品质的烧结密度(熔融率99.9%)和高精度的加工。OPM系列同时实现了这两点,通过OPM系列可进行以往金属3D打印机所无法实现的精加工(SPI-A2级),除了模芯,还能应用于凹模。
马氏体时效钢 要求精度±1/100mm所有形状都能成立。
所用模具的制造品质对塑料产品射出成形的成形性能的影响非常大。
重要的是模具内的温度控制,用OPM系列制造的模具内部可自由布置3维冷却配管。由此,在解决了模具的冷却不均,实现以往模具中无法实现的超高循环的同时,还实现了成形收缩率的最优化。此外,模具制造的准备时间也可缩短至原来的一半以下。
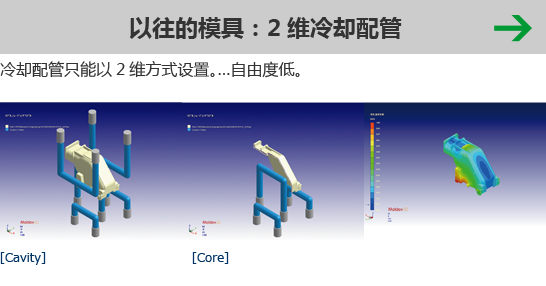
使用树脂流动分析软件Moldex3D(Core Tech System公司),可以以3维方式自由配置以往只能以2维方式配置的冷却配管。模拟射出成形时的成形品。
对冷却时间相同的成形品的变形量进行比较,可以发现3维冷却配管的产品的变形量较小。
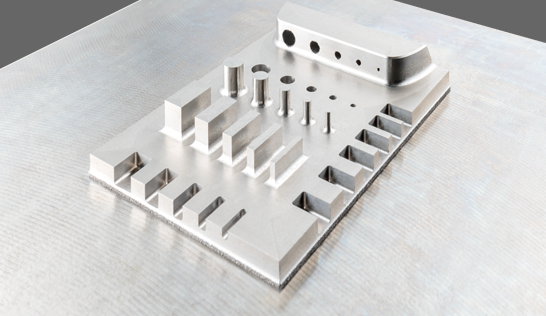
以往需要分割制造的模具零件能够以一体式的方式制造,使得过去的加工机无法实现的理想冷却管路成为可能,并能抑制成形品的变形量。




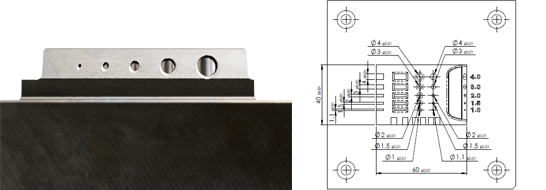
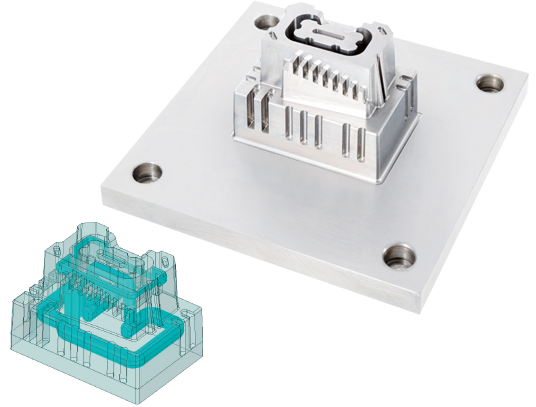
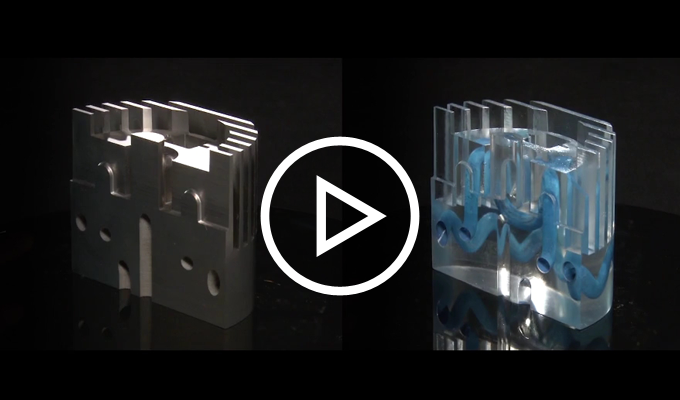
能够以围绕加强筋的方式配置冷却配管,以便加强中央的加强筋周围的冷却。配管内部也通过切削提升了表面粗糙度,φ1.2mm的配管流入了充足的冷媒。
此外,周围配置的大量加强筋,也能在OPM250L的一个工序内全部完成加工。
DATA
使用机械:OPM250L
造型(烧结)时间:15Hr
切削时间:28Hr
合计时间:43Hr
造型物尺寸:60mm×40mm×40mm
材质:马氏体时效钢
使用工具:φ1,φ2mm 球头立铣刀

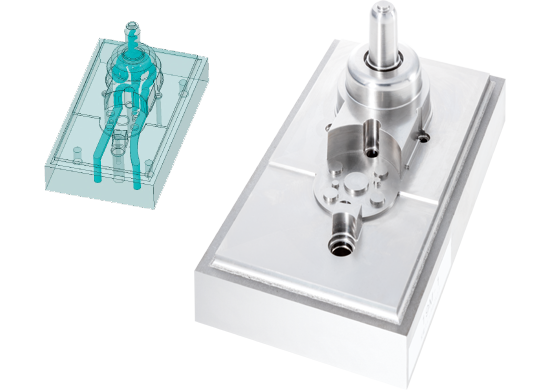
在容易出现冷却不足的凸起部设置螺旋结构的冷却配管,可获得比一般喷水式及气泡式冷却更为高效的冷却。同时在周围排列对整个成形品进行均匀冷却的配管,可抑制塑料成形品的变形。
DATA
使用机械:OPM250L
造型(烧结)时间:17Hr
切削时间:25Hr
合计时间:42Hr
造型物尺寸:120mm×70mm×73mm(包括板尺寸)
材质:马氏体时效钢
使用工具:φ1,φ2mm 球头立铣刀、φ1mm 平头立铣刀
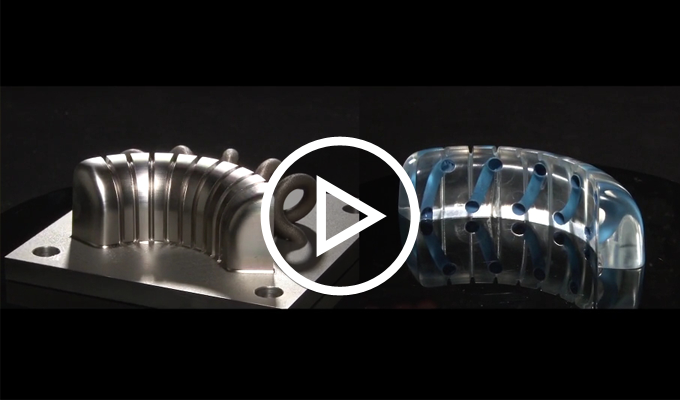
OPM系列还能在一般机床所无法加工的弯曲形状内部设计螺旋结构配置。此外,包括深加强筋形状外形的高精度加工和内部螺旋结构加工,都能在一台机械上实现。
DATA
使用机械:OPM250L
造型(烧结)时间:16Hr
切削时间:43Hr
合计时间:59Hr
造型物尺寸:92.1mm×36.3mm×33mm
材质:马氏体时效钢
使用工具:φ1,φ2mm 球头立铣刀
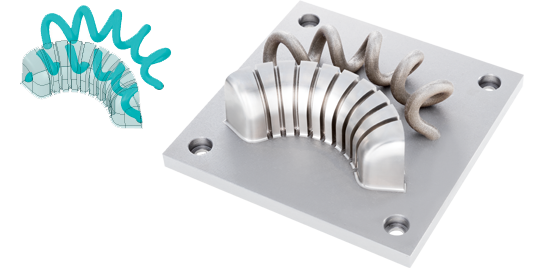
被深加强筋包围的圆筒的中央部分也能设置足够的冷却配管,可对顶端发挥高效的冷却效果。大量加强筋都能够仅凭OPM250L的切削加工实现精加工,可大幅收缩加工工序。
DATA
使用机械:OPM250L
造型(烧结)时间:29Hr
切削时间:67Hr
合计时间:96Hr
造型物尺寸:79.6mm×39.8mm×61mm
材质:马氏体时效钢
使用工具:φ1,φ2mm 球头立铣刀、φ1,φ4mm 平头立铣刀

设定专为复合加工设计的参数
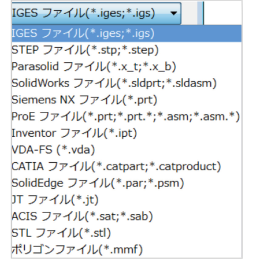
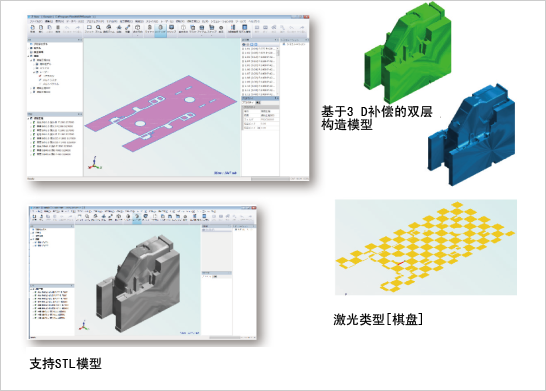
CAD接口
通过对输入的3D数据进行3D补偿,可创建熔芯双层构造或棋盘型烧结方法等各种各样的激光数据。此外,还能对STL文件创建激光数据,还能进行扫描数据等的造型。
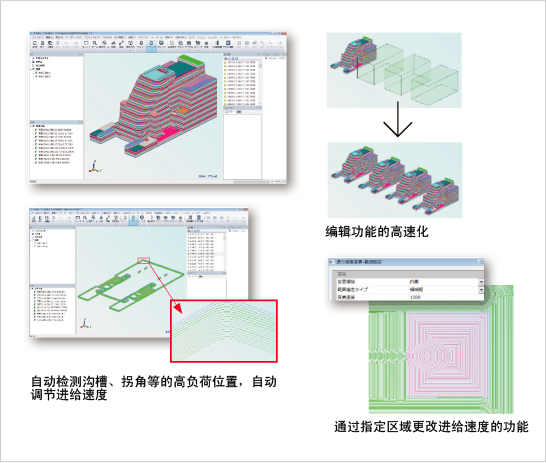
通过切削数据的高功能、高速编辑作业,可实现最优化,缩短切削时间和降低切削负荷。
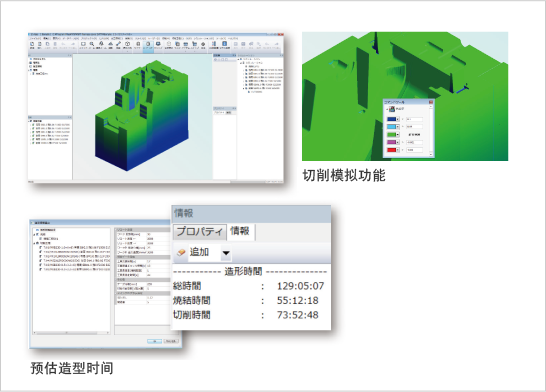
通过切削模拟可以检查切削过度、切削不足的问题。通过基于切削模拟的造型时间计算功能,可以计算出包括造型机动作的时间,以便合理管理工序。

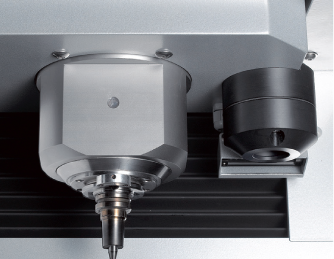
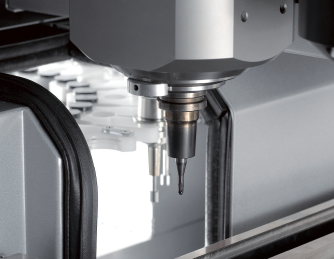
搭载了用于高速铣削的45000min-1主轴。CCD摄像头用于对激光位置进行补偿。
自动进行主轴和刀库之间的刀具装卸的装置。刀库中最多可设置16把刀具。
(* OPM350L最多可设置20把。)
测量主轴基准面到刀具前端的距离的装置。

对自动工具交换装置(ATC)刀库进行刀具设置的操作区域。

向加工区域内供给氮气。

用于照射烧结金属粉末的激光。

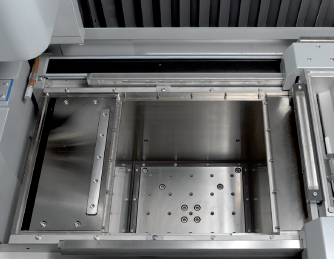
加工区的排气口。

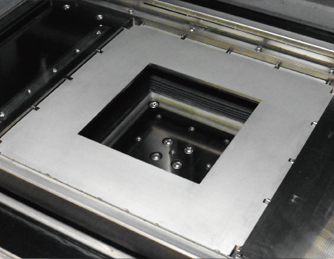
安全门比肩部更宽,操作人员可轻松地进行造型前的设置,造型后的清扫,造型工件的取出。
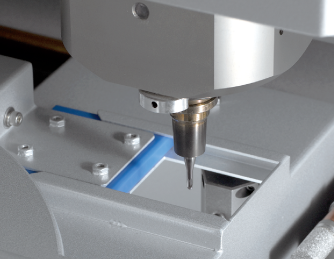
对激光烧结对象的基板进行固定,具有将基板设定到所需高度的机构。
造型物面积较小时,用于限制多次涂覆区域的机构(选配件)。
※示意图
造型过程中测量激光与主轴的位置偏移并自动校正的功能。

用于收集加工后加工台上所残留的材料的回收桶。