




主要特长
更先进的制造水准
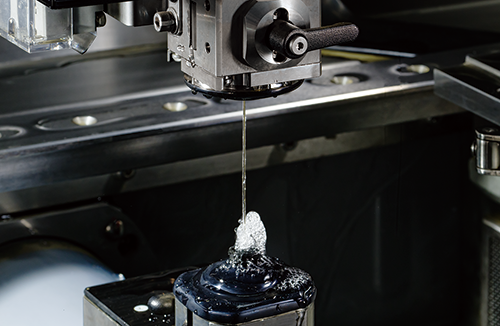
Fixed Jet AWT自动穿丝装置
- 在下一个穿丝孔自动穿丝
- 支持长时间连续加工和无人加工
- 无论是空气还是液体,都能提高自动穿丝性能
- 直线度出色,高板厚工件的自动穿丝性能得到提高
- 即便是导轨不能靠近预孔的工件形状自动穿丝性能也得到提高
- 退火长度比传统机型长,支持更厚的加工
- 支持断线点穿丝



OptionFixed Jet AWT (Type VT)
自动判断喷流/无喷流
- 根据场景,自动判断打开和关闭喷流,以辅助自动穿丝。
使用最佳方法进行穿丝操作。
一键可拆卸式喷嘴底座
- 用专用工具可一键拆卸导丝器和喷嘴。
无需繁琐的螺丝拆卸,易于维护。

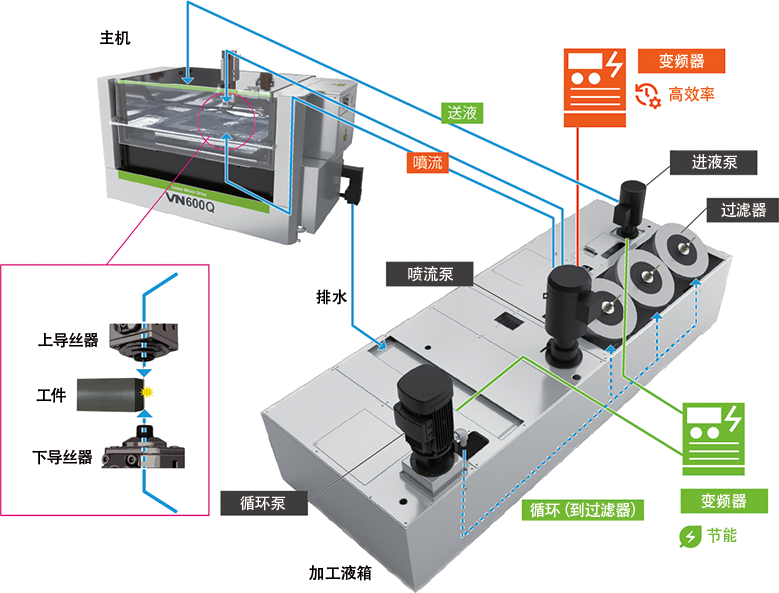
最佳进液量管理节能泵系统
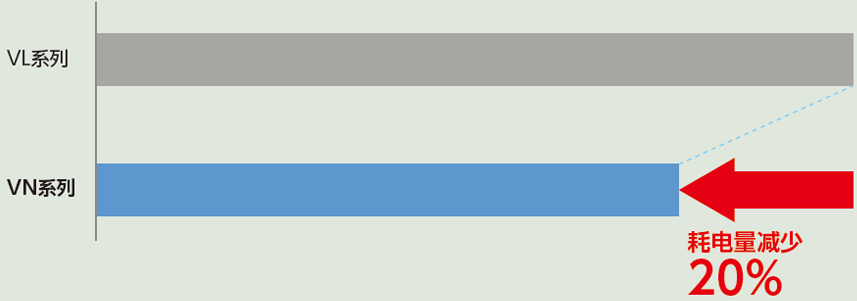
电火花线切割机所使用的电力中,约有70%消耗在加工液处理系统中。针对这一点,本产品标配了液体控制电路,通过变频器控制加工时的纵向流量,减少驱动加工液泵所需的能量。
使包括待机在内的电力消耗与以往相比减少约20%。(※与本公司以往型号相比)
功耗比较
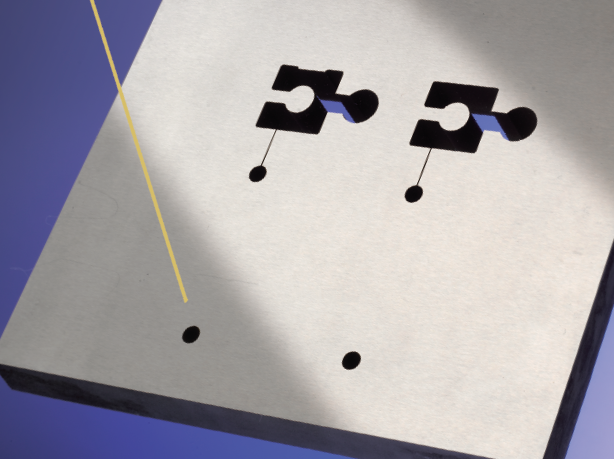
模型案例加工示例
八角冲孔形状对边15 mm
- 使用机型
- VN400Q / VL400Q
- 加工材料
- SKD11
- 板厚
- 40 mm
- 电极丝
- φ 0.25 mm
(TSUBAME PLUS WIRE)

Option精密热位移补正功能 (TH COM)
全方位覆盖高精温控到标准温控环境。
在无需收集数据的情况下,减少外部干扰引起的精度变化,如季节引起的变化和工厂空调开/关引起的室温变化等,最大限度地减少停机时间。
实现长时间稳定加工。

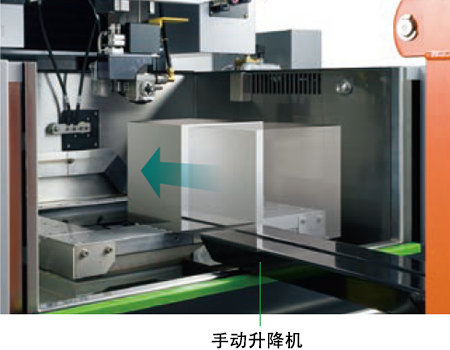
改进了加工区域的可及性
- 通过移动X轴工作台、移动Y轴龙门,提高了加工槽前的工件平行定位等的操作性
- 简化线轴更换步骤,优化操作面板位置

- 因加工槽门顶部比工作台顶部约低60mm,所以在使用手动升降机搬运工件时,可以靠近工作台
滑板清洁
- 防止淤渣黏着在滑板上
- 稳定保持高精度加工
- 有助于缩短维修时间
3联式过滤器
- 过滤加工液,回收淤渣的过滤器
- 通过将过滤器增加到3个,可减少更换频率,并支持更长时间的连续工作
- 通过提高过滤能力保持清水槽的清洁

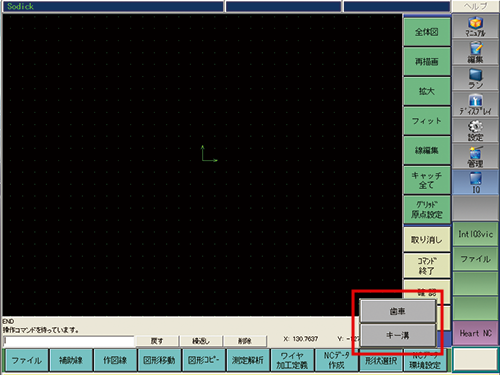
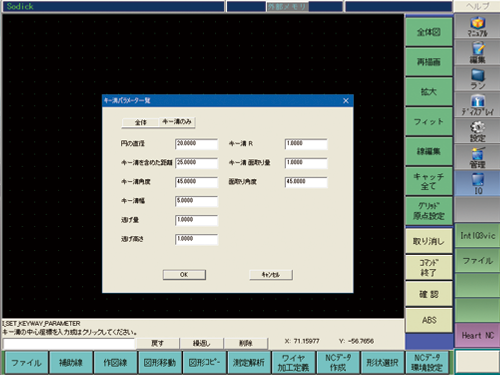
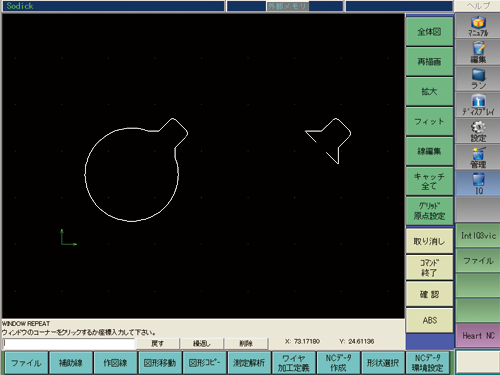
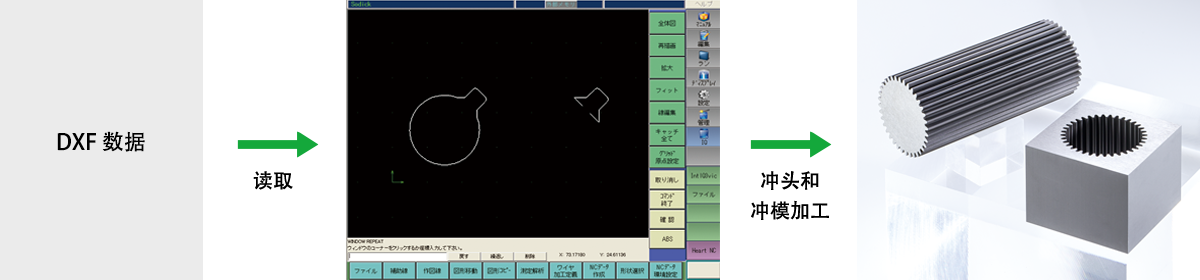
二维自动编程功能 “Heart NC”
- 搭载二维自动程序创建功能,可创建加工形状
- 可以创建上下异形、渐开线齿轮、无芯形状、自由曲线等各种形状的加工程序
- 可以读取DXF格式
- 可以用DXF格式读取用CAD/CAM创建的其他数据,并输出加工程序
程序制作示例
加工样品
支持更高标准性能的各种加工
2次加工 2片积层加工
键槽加工
- 使用机型
- VN400Q
- 加工材料
- SUS304
- 板厚
- 35mm × 2枚
- 表面粗糙度
- Ra 1.264μm(Rz 8.335μm)
- 电极丝
- φ 0.20mm(TSUBAME HQ WIRE)
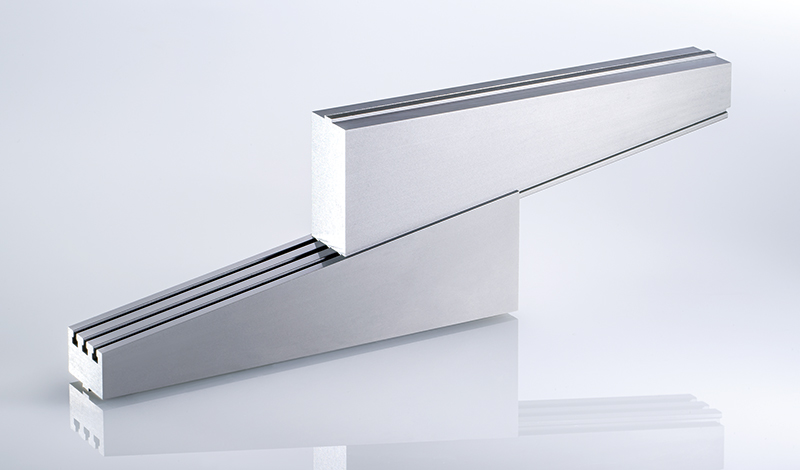
锥度3°上下异形
高质量开放式锥形加工
- 使用机型
- VN600Q
- 加工材料
- SKD11
- 板厚
- 100mm
- 表面粗糙度
- Ra 0.39μm(Rz 3.58μm)
- 电极丝
- φ 0.20mm(TSUBAME PLUS WIRE)

加工精度 ±5μm
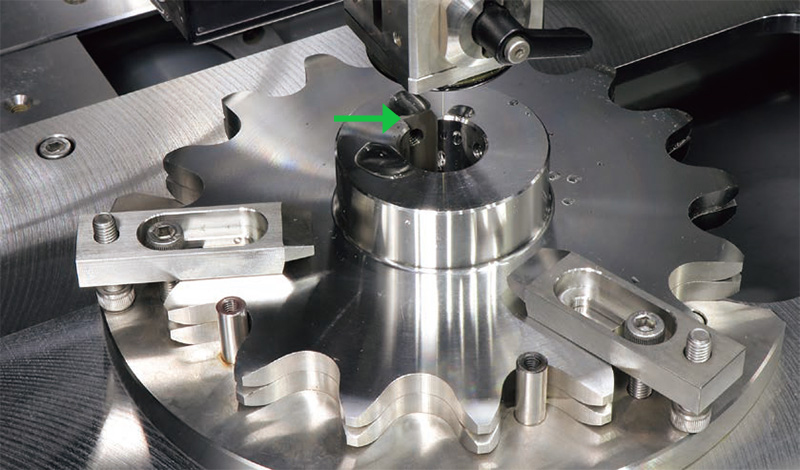
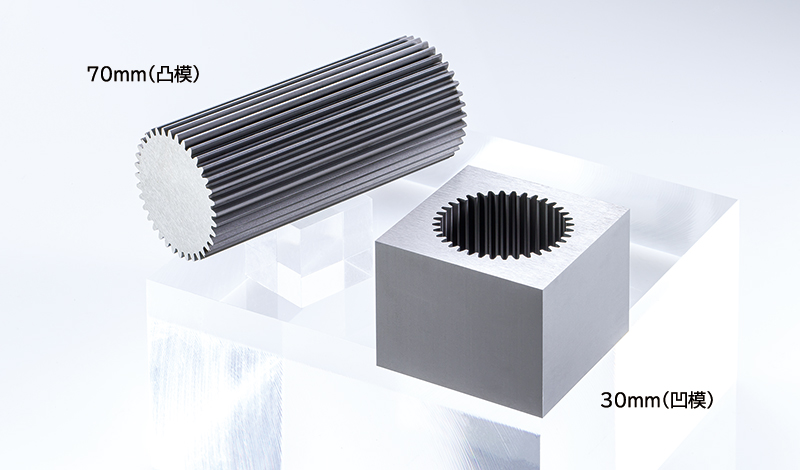
齿轮形状 凸模和凹模加工
- 使用机型
- VN600Q
- 加工材料
- SKD11
- 板厚
- 70mm(凸模)
30 mm(凹模) - 表面粗糙度
- Ra 0.38μm(Rz 3.02μm)(凸模)
Ra 0.34μm(Rz 2.13μm)(凹模) - 电极丝
- φ 0.20mm(TSUBAME PLUS WIRE)
高厚度 锥度10°
高质量贴合滑动加工
- 使用机型
- VN600Q
- 加工材料
- SKD11
- 板厚
- 100mm
- 表面粗糙度
- Ra 0.38μm(Rz 2.95μm)
- 电极丝
- φ 0.25mm(TSUBAME PLUS WIRE)
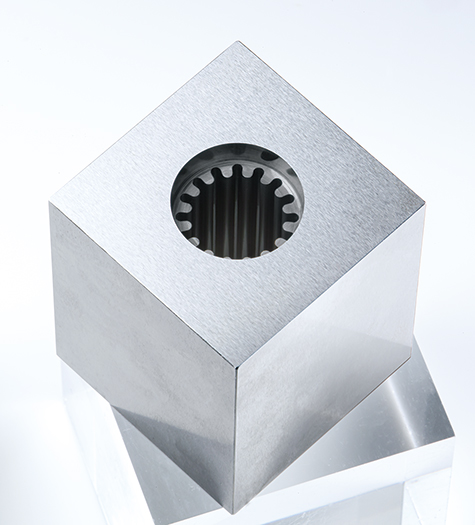
上下双浮动加工 齿形形状
双浮齿轮形状加工
- 使用机型
- VN400Q
- 加工材料
- NAK80
- 板厚
- 50mm(沉孔 上: 5mm 、下: 10mm)
- 表面粗糙度
- Ra 0.40μm(Rz 3.15μm)
- 电极丝
- φ 0.25mm(TSUBAME PLUS WIRE)
提高浮动加工速度
提高了加工液喷嘴的液体处理性能,使浮动加工速度比以往提高了5-15%※
※在本公司指定环境下与VL系列的比较
※ 加工数据是根据我们加工环境和测量标准提供的。
※ 根据JIS B0601: ’01和ISO 4287: ’97/ISO 1302: ’02,表面粗糙度单位为Rz。