
混炼型硅橡胶成形的新方法
-从材料供应进行改变的沙迪克填充箱-
在注塑需求中不断增加的混炼型硅橡胶成形
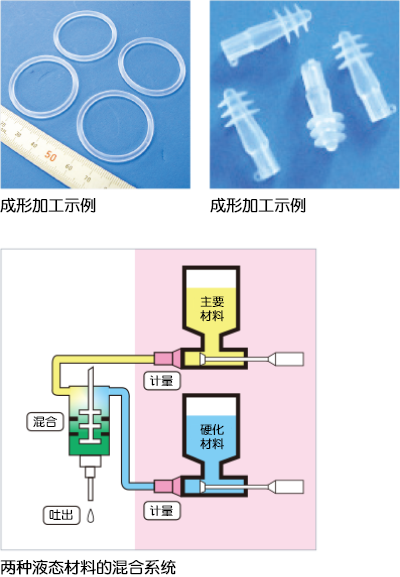
如右下方所示,以液态硅胶为代表的液态注塑(LIM)是指在成形前将两种液态材料进行混合冶炼后使用。而混炼型硅橡胶注塑使用的是保质期更长的一体型材料。大多数混炼型硅橡胶产品都是通过类似于烘烤模开放式系统的压缩成形方法进行生产的。该方法将切成指定重量的橡胶放入模具中进行压制。
然而,近来,由于对自动化/节省劳动力措施的推进、混炼型硅橡胶相对于液态材料更便宜且具有更高强度、高速硫化材料的开发、以及面向小批量生产等的原因,使从材料投入到获取产品的封闭操作成为可能。而考虑将其应用到注塑方法中的需求也在逐渐增加。
沙迪克将在LIM内构建的V-LINE®注塑/计量系统以及成形技术应用到该混炼型硅橡胶成形中,以提高生产率和产品质量的可靠性。
混炼型硅橡胶与混入空气的成形课题
混炼型硅橡胶具有像粘土或油灰的同等粘度,无法像液态材料一样用“计量泵”进行压送。另外,当用辊进行捏揉时,会形成薄片状甚至是成形时使用的炮弹状块。在捏揉和块状形成的过程中,会混入如右上方所示的空气。
对于像混炼型硅橡胶中的典型成形产品—连接器防水密封件等波浪形截面的复杂形状,无法在模具的最佳位置处加工通气口。这种情况下,即使将模具内部抽真空,也可能会在成形产品的末端部分出现少量的空气坑洼,并且可能无法填充。
如果模具在结构上无法设置溢出口时,那么将无法解决由气阱(空气混入/卷入所导致的气泡或未填充缺陷)引起的无法填充的问题,尤其是仅通过模具内部抽真空而引起的情况。
另外,如果将降低模具温度作为防止未填充的对策时,需要进行更长时间的硫化,这样会导致周期延迟、生产率降低。
沙迪克热固性注塑机LSR系列
沙迪克拥有自主研发的、最适合于热固性塑料成形的“LSR系列”V-LINE®注塑机。
通过在通向注塑机的供应部分中安装用于供应液态材料的计量泵和用于供应混炼型硅橡胶的填充箱,可以应对从低粘度到高粘度的热固性塑料成形。

沙迪克填充箱(Stuffer Box:材料供应装置)
“填充箱”是将炮弹状块的混炼型硅橡胶提供给注塑机的专用装置,并与注塑机的运行联动。
混炼型硅橡胶粘度高,并且难以通过消泡装置等预先除去材料中所含的空气。如果其中的空气进入到模具中,则会变成一个气阱,仅通过对模具内部进行脱气(抽真空)的操作无法解决这一问题。
沙迪克开发了新型的填充箱,该填充箱能够在将材料供应给注塑机之前进行真空脱气。

填充箱 产品阵容
沙迪克具备[A型]材料推入型的标准型号和[B型]带脱气功能型号的产品阵容。
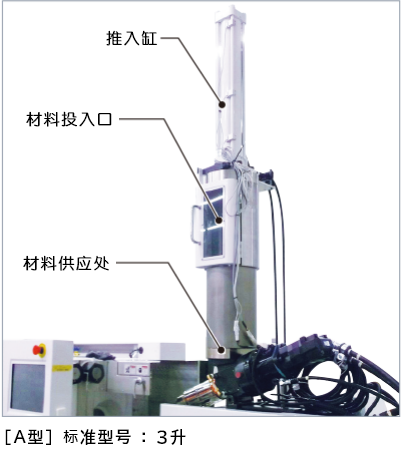
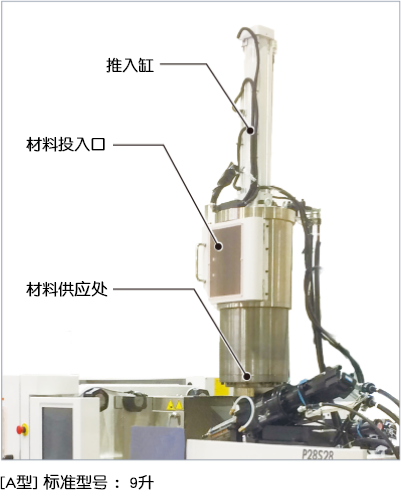
A型 标准型号
实现高品质、高生产率的混炼型硅橡胶成形
该填充箱安装在卧式注塑机LSR系列的材料供应部分上,是可以将混炼型硅橡胶推入到进料螺丝的标准型填充箱。
高推力推入缸可用于高粘度材料。根据供应量,有3升和9升两种尺寸可供选择。
规 格
| 适配机型(螺杆直径) | GL60-LSR(S28mm) GL100-LSR GL150-LSR(S28-S40mm) |
|---|---|
| 投入材料容量 | 3、9升 |
| 适用材料硬度 | 邵氏硬度A50以下 |
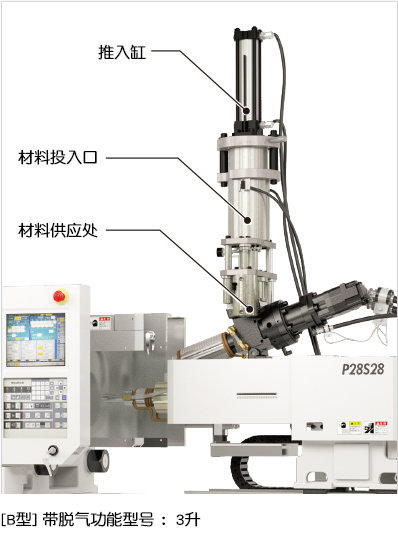
B型 带脱气功能型号
“供应低含气量材料”、减少成形产品的气阱
这是安装在卧式注塑机LSR系列中新开发的“带脱气结构”规格的填充箱。可供应气体含量低于[A型]标准型号的材料。由此,可以显著减少仅通过模具内部抽真空而无法解决的气阱情况。这是一种匹配材料特性的模板转换方法。
规 格
| 适配机型(螺杆直径) | GL60-LSR(S28mm) GL100-LSR GL150-LSR(S28-S40mm) |
|---|---|
| 投入材料容量 | 3升 |
| 适用材料硬度 | 邵氏硬度A50以下 |
| 真空程度 | 0.1hPa(需要另行准备真空泵。) |
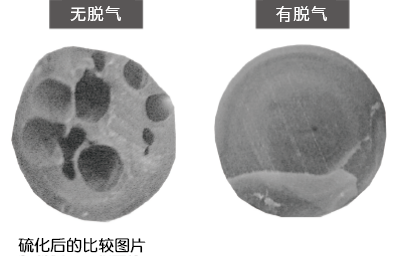
带脱气功能的效果
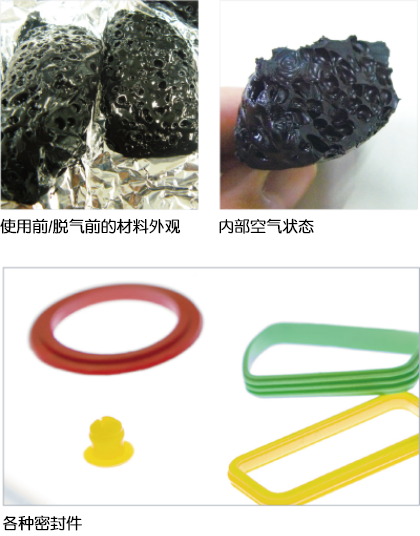
右图是将无脱气与有脱气的材料进行硫化后的比较放大图。
如果不放入模具而直接进行硫化时,会发现无脱气的材料会出现大的气泡并且变硬。而在有脱气的材料上,则没有发现这样的气泡。
通过带脱气功能填充箱的解决方案
- 填充高密度材料
 缩短硫化时间(硬化时间)
缩短硫化时间(硬化时间)- 简化模具通风口结构
- 减少模具维修的频率
- 使用高含气量材料
- 提高成形质量
- 提高生产率(减少周期)
- 削减模具制作费用
- 削减模具维修费用
- 削减材料形成费用(允许混入空气)