通过采用 “电机无损耗回路” “数控摇动(Loran)技术” “自主研发NC装置”“陶瓷” “直线电机”
“运动控制器(K‒SMC)” 等,将Sodick放电加工机制造的主要模具部件的加工精度推上新的高度。
使用上述技术装配而成的模具的总体精度是提高了,但是将这一模具安装到射出成形机上生产塑料产品的客户却提出了“以往的射出成形机无法实现所需的精密成形,能不能想想办法?”的意见。
于是,为了解决客户的困惑,Sodick跨出工作机床领域,开始着手研发属于产业机床的塑料射出成形机。
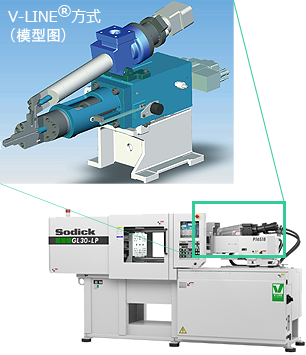 V-LINE®方式(模型图)
V-LINE®方式(模型图)
“无法实现所需的成形,是不是因为现有技术存在什么问题?” 怀着这一疑问,Sodick的射出成形机研发开始了。
经过调查,Sodick发现熔化塑料材料,正确计量并将其射出至模具的工序需要进行改善。
于是,Sodick将目光集中在了过去广为采用的直列螺杆方式(以下称直列)的问题上。
Sodick发现直列方式的加工工序建立在微妙的平衡之上,导致成形变得不稳定。
为了解决这一问题,Sodick研发出称为V‒LINE®的方式。
V‒LINE®方式通过对以往用1根螺杆进行的工序加以分割,成功消除了此前的不稳定因素。
这一划时代的V‒LINE®方式如今已经运用到了Sodick的所有射出成形机产品中。
 什么是塑料射出成形?
什么是塑料射出成形?
我们的生活中存在着大量的塑料制品。
塑料射出成形是塑料产品的制造方法之一,是将塑料颗粒加工成实用形状的方法。
塑料产品的材料是被称为颗粒的小粒树脂。
射出成形由熔化颗粒、装入模具、凝固后取出的3道工序构成成。
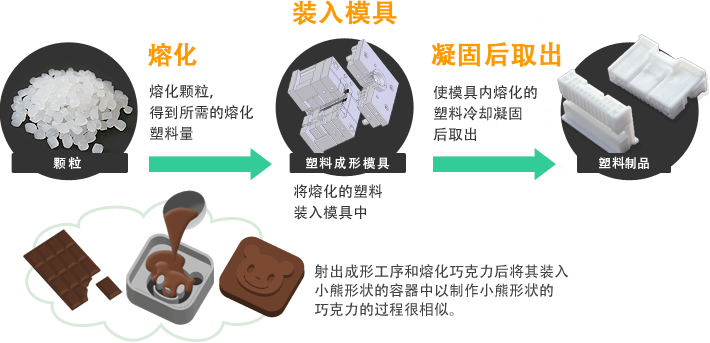

像这样制作塑料成形制品的机械就是射出成形机。
该机械主要由熔化塑料并使其流入模具的射出塑化部和装载模具并进行模具开闭及锁紧的合模部构成。
 塑化和射出是什么意思?
塑化和射出是什么意思?
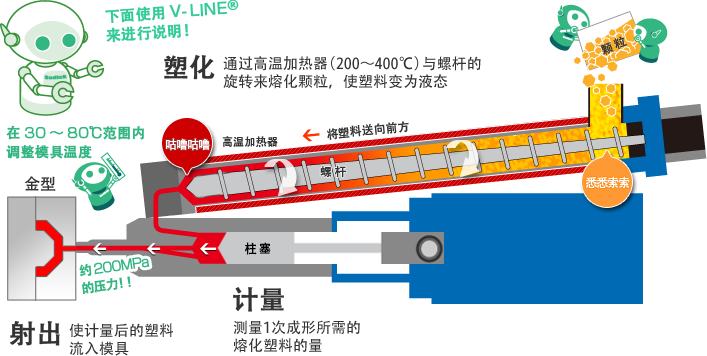
射出成形由将树脂颗粒“熔化”、“备好所需的量”、“流入模具”的3道工序构成。
上述工序分别称为“塑化” “称量” “射出”。

首先让我们来了解一下直列方式
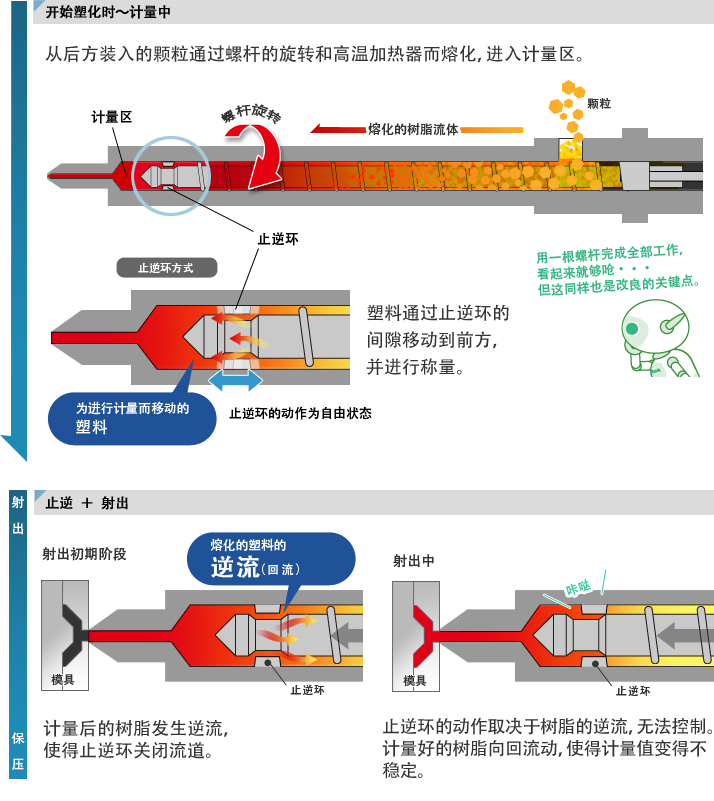
直列螺杆方式是将螺杆和射出缸布置在同轴上,在同轴上实现材料的塑化(熔化)功能与射出(流入)功能。
直列方式的特点是具有被称为 “止逆环” 的前后动作的关断方式。
该 “止逆环” 具有在塑化时令塑料自由流动,射出时阻断塑料从后方泄露的功能。

直列方式


V-LINE®
和以往的方式有哪些不同?
V-LINE®
是Sodick开发的射出成形机的射出塑化构造。通常,也被称为螺杆・柱塞预塑方式,
但V-LINE®是对其预塑构造加以改良的构造。
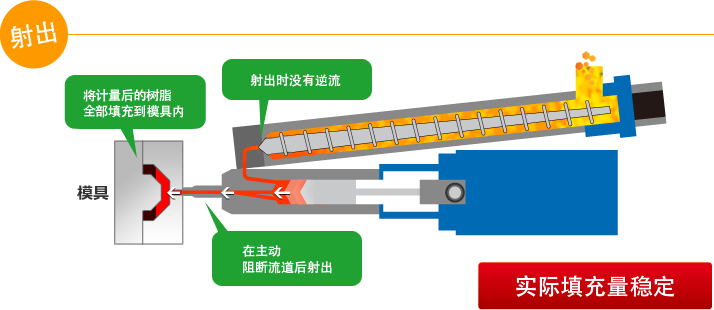
将塑化和射出分开进行,因此塑化熔融状态・实际填充量稳定
是V-LINE®最大的特点。
※会播放语音,请注意。

V-LINE®方式

颗粒通过高温加热器的热量
和螺杆的旋转慢慢熔化
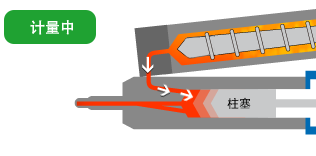
螺杆在同一场所旋转,
因此塑料的加热过程相同

将射出所需的熔化塑料量送入柱塞侧
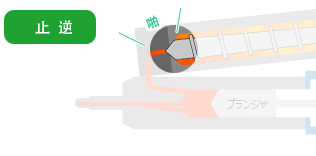
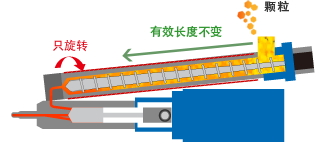
塑料达到所需的量后,
使螺杆前进,阻断(止逆)流道
用螺杆前端进行止逆,切实阻断流道
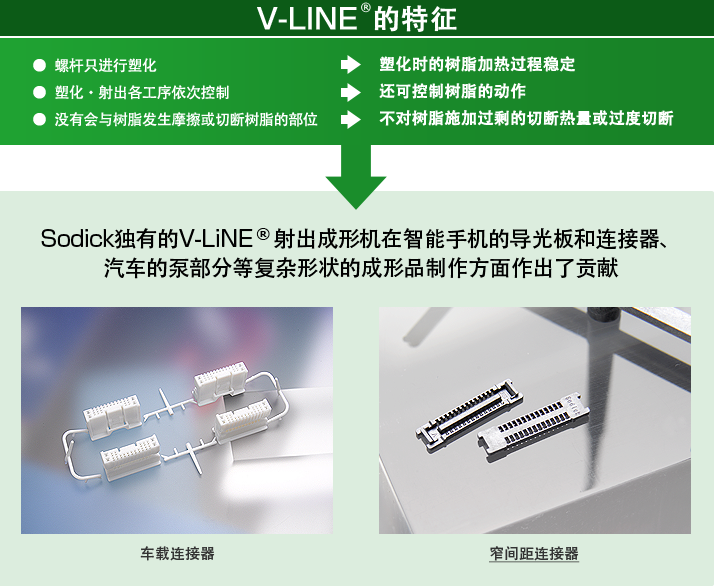
正是有了V‒LINE®方式的射出成形机,我们材能够使用由Sodick的放电加工机和加工中心制作的模具来制造没有成形不良的塑料制品。