坚持国内生产
推出简约又不失大气的眼镜架
~积极引进沙迪克的机床和注塑机,实现企业的成长~

田中 圣太郎 代表董事
Tanaka Foresight是一家位于福井县鲭江市的眼镜制造商,主要生产托叶(鼻垫)、鼻支架等鼻部周边的眼镜零件,生产范围覆盖眼镜架相关的所有产品。虽然市场上有许多海外生产的几千日元的眼镜架,但Tanaka Foresight仍坚持在日本国内生产,推出了一款又一款简约却能俘获用户芳心的高附加值眼镜架。在扩充针对各年龄段和生活方式的产品阵容的同时,还引入了直销方式,逐步提高了产品在市场上的知名度。
该公司的特色就是设计优良的钛材眼镜架以及使用可生物降解塑料制成的亲肌肤托叶。而沙迪克的机床和注塑机在其生产中发挥着重要的作用。Tanaka Foresight还致力于提升生产的自动化和效率,通过引入新设备推动实现进一步的发展。
 眼镜制造商、零件制造商集聚的福井县鲭江市
眼镜制造商、零件制造商集聚的福井县鲭江市
福井县鲭江市是日本主要的眼镜架生产地之一,汇集了很多眼镜制造商和零件制造商。1900年代初期,作为冬天淡季的收入来源,福井县足羽郡麻生津村字生野(现在的福井市生野町)开始了眼镜的生产,并普及到了鲭江市。目前,日本国产的眼镜架有9成是在福井县制造的。
公司始创于1945年。田中圣太郎社长的祖父创办了一家眼镜零件的销售公司,为当时福井县越来越多的眼镜工厂供应零件。1958年,田中社长的祖母以田中喜代商店的名义开始了零件的生产。“眼镜最初诞生于意大利,眼镜制造业在东京和大阪蓬勃发展后,传到了福井。祖父母从大阪来到鲭江,没有田地,很难引入大规模的制造设施。所以,刚开始只能使用手压机这样的小机器来小规模生产零件”(田中社长)。
从生产连接眼镜前框和镜腿的开合部分用的“桩头螺丝”等小零件开始,然后逐渐扩展到托叶和鼻梁(连接左右镜片、架在鼻子上的部分)等。
Tanaka Foresight在眼镜零件制造方面已有60多年的历史,但实际上它并不是一家世代相传的企业。当公司从祖母传给父亲,再由父亲传给田中社长时,都会成立另一家公司收购原公司,不断探索新的事业形态。父亲于1972年成立了田中制作所,与材料制造商合作开始了硅胶托叶的制造,同时积极参加意大利米兰和法国巴黎举办的眼镜国际博览会,以深耕海外市场。
“我父亲也和我说‘借一笔巨款收购公司吧。然后按自己的喜好工作就好。’,我听话照做了。我认为通过创办自己的公司,可以持续满怀‘创业者的热情’”(田中社长)。
从2000年起在父亲创办的田中制作所担任社长,2005年创办了房地产管理及控股公司Tanaka Foresight。2007年继承了田中制作所的所有业务。虽然田中制作所已经构建了作为零件制造商的稳定地位,但在最高经营者田中社长的脑海中,依然藏着“想要成为可以制造最终成品的眼镜架制造商”的念头。
“有180道工序的眼镜制造基本都采用分工模式,零件制造商、和从该零件制造商购买零件并打造最终成品的眼镜架制造商的职能分工非常明确。甚至还有忌讳一说,说是试图转行为眼镜架制造商的零件制造商终会失败。也许还年轻,对于如何把握转型时机,当时可是大伤脑筋”田中社长回忆道。
转机出现在几年前。时隔十几年再次参展米兰召开的国际博览会,发布了新概念的眼镜架后,来自欧洲眼镜架制造商的订单蜂拥而至。发布的是钛材眼镜架。所谓“一体化”就是使用一片板冲压成型,无焊接部位,给人干净利落的印象。此外,结构零件均采用螺丝固定方式,眼镜架制造商在购买后可将喜欢的零件组合起来。
“当时,全世界的眼镜生产对中国的依赖度高,欧洲的眼镜架生产商缺乏零件的组装、电镀、表面处理等必需的技术和设备。在这种情况下,如果提供只需螺丝固定便可完成的高设计性眼镜架,那么各公司便可组合喜欢的零件打造原创眼镜了,这就是我的想法”(田中社长)。
一切发展如预期,各公司开始购买本公司钛材眼镜架的部分零件,并搭配水牛角零件等,纷纷推出各自的原创品牌。
因为自己提出的理念被采纳,而思考“距离眼镜架制造商还有一步之遥”的田中社长,决定强化生产体制,陆续引进了至今为止从未购买的放电加工机、加工中心(MC)、冲压机。设计公司的经营重组也如火如荼,一气呵成地建立了从眼镜架策划到模具设计制作、冲压加工、焊接、组装为止的现有体制。各大眼镜架制造商都以零件组装为主,多将模具制作或零件成型委托给其它公司,在这种情况下下定决心斥巨资投资设备的背后,是“想让日本重新认真面对制造”(田中社长)的强烈心愿。
在这一转型期间,田中社长口中的“重大事件”指的是与沙迪克的相遇。
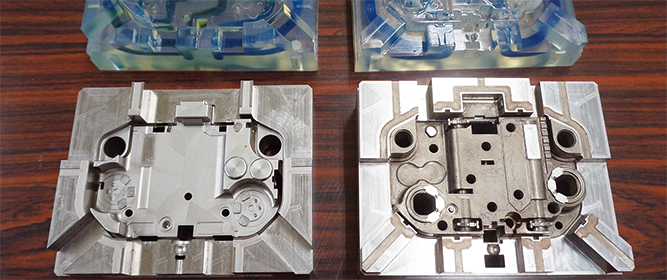
 没有焊接的钛材一体成型眼镜架
没有焊接的钛材一体成型眼镜架

切换成沙迪克产成型机后,
材料损耗削减85%
公司首次购买沙迪克产品是在2017年。最初购买的产品是用于对从田中制作所时代便参与生产的托叶进行成型的单动式卧式注塑机“TR40EHV”和旋转式卧式注塑机“TR20VRE”。此前使用的成型机由于年代久远,成型效果不稳定,有些季节的不良率甚至攀升到2成。苦恼不已的田中社长向曾经就职过的塑料模具制造商寻求建议,对方表示“当地不就有好的制造商吗”,并推荐了在福井县坂井市设有事业所的沙迪克。
切换成沙迪克产成型机后的效果激动人心。两款设备均搭载了沙迪克独创的塑化注塑装置“V-LINE®”,通过将塑化和注塑分开,实现了稳定的成型效果。因此,不良率几乎降为零。此外,还削减了85%的材料损耗,每年可以降低数千万日元的成本。
在削减材料损耗方面,还充分利用了沙迪克有关注塑模具的智慧。在如今的Tanaka Foresight,使用TR40EHV在金属插入件上包覆热可塑性尼龙树脂,然后使用TR20VRE进一步在其上包覆热硬化性的硅。以前使用热流道模具来实现硅的成型,在沙迪克的支持下引进了冷流道,消除了报废流道,大幅削减了材料损耗。此外,还增加了单次成型的模腔数,成功提高了生产效率。
基于注塑机的成功经验,在考虑引进放电加工机和加工中心时,田中社长自然而然地找到了沙迪克。
为了满足田中社长“想要制作这样的产品”的愿望,沙迪克提出了包括工具和周边设备等其它公司产品在内的整个生产系统方案。“多亏了他们的倾力支持,才得以在某种程度上尽快启动生产”(田中社长)。
据说有些企业风闻“好像只要将生产系统完全交由沙迪克准备,就可以造出眼镜架”,于是前来本公司参观。
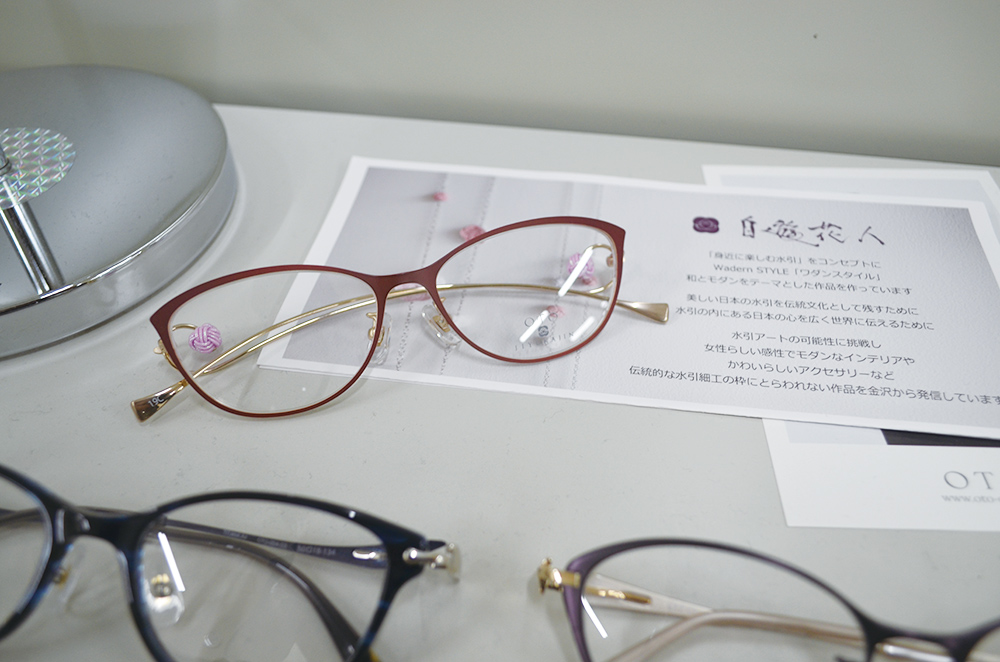
目前公司推出的眼镜架有“Face fonts”、“Points & Lines”、“OTO”、“tsubura”四大品牌。面向女性的OTO大受欢迎,甚至出现了仿品,在眼角或镜腿设置金泽纸绳编织装饰的合作款也大获好评。最新品牌“tsubura”采用源自玉米的100%可生物降解塑料成型托叶。特点在于通过玉米的抗菌作用呵护肌肤。
本公司的眼镜架,所有品牌都以简约的设计为基础。而价格方面,OTO需要近5万日元(仅眼镜架),绝不便宜。在充斥着廉价眼镜架的市场上,为了让顾客接受这个价格,田中社长的目标是“不通过贴宝石或镀金来提升附加值,而是打造简约却让顾客觉得‘好漂亮’并乐于购买的眼镜架”。
要实现简约又不失大气的眼镜架,“机器的性能和精度不可或缺”(田中社长),沙迪克的机床也在其中大显身手。例如,OTO是将钛材眼镜架冲压成型后,用高速加工中心“UH430L”(最大主轴转速60,000min-1)或“TT1-400A”(最大主轴转速40,000min-1)切削出细微的形状和嵌入镜片的凹槽。
 使用高速加工中心“UH430L”切削出细微的形状和凹槽
使用高速加工中心“UH430L”切削出细微的形状和凹槽
本公司打破了“试图转行为眼镜架制造商的零件制造商终会失败”这一忌讳之说,知名度一路攀升。目前零件制造占销售额的7成,但未来的目标是扭转零件和眼镜架的比例。
此外,作为小规模眼镜架制造商,罕见地在公司内设置了零售空间作为宣传本公司产品的场所,来自县内外求购本公司眼镜架的眼镜用户纷纷来访。“希望日本顾客不要戴中国产的眼镜,而是戴日本产的眼镜”,田中社长的愿望正在实现。
田中社长之所以执意在日本生产,是因为他认为“日本是一个公认的制造、出口国家”,并以此为荣。即使数字技术带来了服务范围的扩大,但能从中获利的也只不过是一小部分企业。
如果日本的制造商丧失了制造的技术和诀窍,那么日本的年轻人就连为自己的国家感到自豪这件事都做不到了。
“如今应该做的是回归原点。为了让下一代人也觉得‘生而为日本人真好’,应该重振日本国内的制造业” (田中社长)。